再流焊接中的爆板、空洞及球窝缺陷分析与改善
再流焊接中的爆板、空洞及球窝缺陷分析与改善
中兴通讯股份有限公司 制造中心 邱华盛
目录
一、前言
二、再流焊接中的三个典型缺陷
1)爆板
2)空洞
3)球窝
一、 前言 随着电子产品向多功能、高密度、微型化、三维等方向发展,大量微型器件得以越来越多地应用,这就意味着单位面积的器件I/O越来越多,发热元件也会越来越多,散热需求越来越重要,同时因众多材料CTE不同而带来的热应力翘曲变形使得组装失效风险越来越大,随之而来的电子产品的早期失效概率也会越来越大。因此,PCBA的焊接可靠性变得越来越重要了。下面介绍再流焊接中三种典型的缺陷现象及其改善方法,供大家参考。

二、再流焊接中的三个典型缺陷之一—爆板
2.1 再流焊接中的爆板现象
2.1.1 爆板的定义
⑴ 定义:在再流焊接(特别是无铅应用)过程中,发生在HDI积层多层PCB第二次压合的PP层和次层(L2)铜箔棕化面之间的分离现象,我们将其定义为爆板。如图1.1-1.2所示。
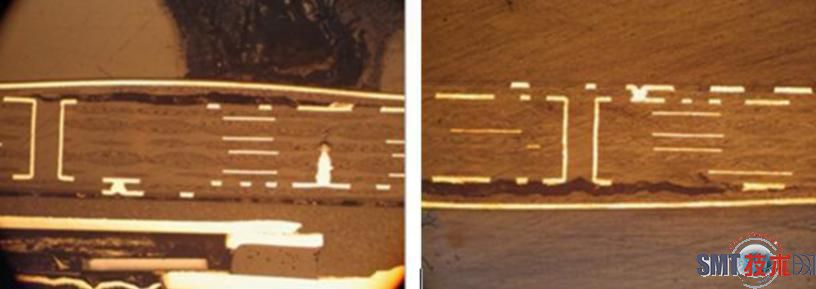
图1.1 爆板位切片(1)
都被拉裂。 图1.2 爆板位切片(2)
从切片分析,爆板的位置均发生在L1-L2层埋孔密集的区域;没有发现杂物或其他异常情况;切片显示板件发生爆板非常猛烈,有些第二层线路都被拉裂。
2.1.2 影响爆板的因素
⑴ 有挥发物的形成源是产生爆板的必要条件
① 吸湿问题
下面通过水在PCB中的存在形式,水汽扩散的途径和水蒸汽压力隨温度的变化情况,来揭示水汽的存在是导致PCB爆板的首要原因。
PCB中的水分主要存在于树脂分子中,以及PCB内部存在的宏观物理缺陷(如空隙、微裂纹)处。环氧树脂的吸水速率和平衡吸水量,主要由自由体积和极性基团的浓度决定。自由体积越大,初期的吸水速率就越快,而极性基团对水具有亲和性,这也是环氧树脂具有较高吸水量的主要原因。极性基团的含量越大,平衡吸水量也就越大。综上所述,环氧树脂初期的吸水速率是由自由体积决定的,而平衡吸水量则是由极性基团的含量来决定。
一方面,PCB在无铅再流焊接时温度升高,导致自由体积中的水和极性基团形成氢键的水,能够获得足够的能量在树脂内做扩散运动。水向外扩散,并在空隙或微裂纹处聚集,空隙处水的摩尔体积分数增加。
另一方面,随着焊接温度的升高,使水的饱和蒸汽压也同时升高,如表1.1所示。
表1.1 水蒸汽的蒸汽压

由表6.1可见,在224℃时水蒸汽的饱和蒸汽压为2500kPa;在250℃时水蒸汽的饱和蒸汽压为4000kPa;而当焊接温度升到260℃时,水蒸汽的饱和蒸汽压甚至达到5000kPa。当材料层间的粘合强度低于水汽产生的饱和蒸汽压时,材料即发生爆板现象。因此,焊接前的吸潮是PCB发生分层、爆板的主要原因之一。
② 存贮和生产过程中湿汽的影响 HDI积层多层PCB是属于潮湿敏感部件,PCB中水的存在对其性能有着异常重要的影响。例如:
(a)存放环境的湿汽会使PP(半固化片)的特性发生明显的变化;
(b)在无防护情况下,PP极易吸潮,图1.3示出了PP在相对湿度为30%、50%、90%条件下存放时的吸湿情况;
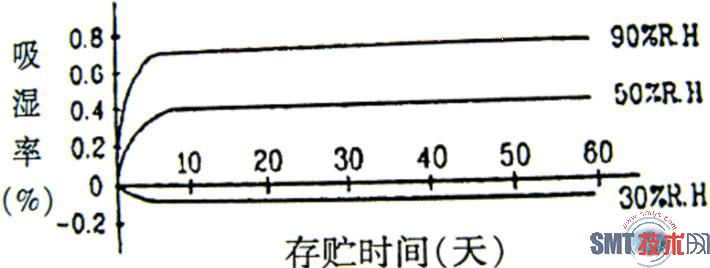
图1.3 PP的存贮时间与吸湿率的关系显然,静态放置下随着时间的推移,PCB含水量会逐渐增多。真空包装的吸水率比无真空包装的吸水率,随着暂存时间的增加其吸水率的差异,如表1.2所示。
表1.2真空包装与无真空包装吸水率的比较

c) 湿汽主要是入侵树脂体系中各种不同物质之间的界面,存在着水对界面的冲击。
③ 吸潮的危害
(a) 使PP的挥发物含量增加。
(b) 水分在PP树脂中存在,减弱了树脂分子间的交联,造成板的层间结合力下降,板的耐热冲击能力削弱。多层板在热油或焊料浴、热风整平中易发生白斑、鼓泡、层间分离等现象。
⑵ PP与铜箔面粘附力差是产生爆板的充分条件 ① 现象描述 从切片分析可知,爆板位置均在二次压合pp和銅箔接触面(棕化面)之间,压合叠层结构如图1.4所示。
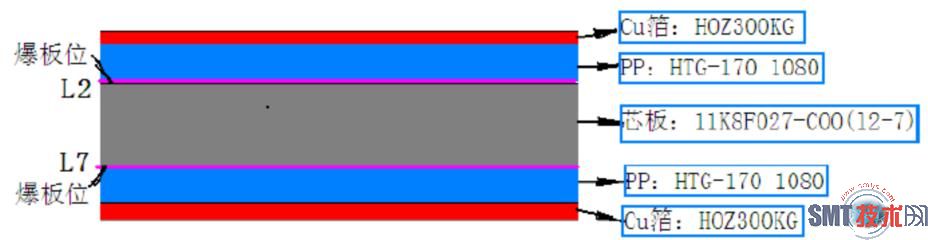
图1.4 HDI积层多层板无铅再流中爆板常发位
铜在金属状态时是一种非极性物质,因此许多粘合剂对铜箔的粘附力极小。铜箔表面若不经过处理,即使使用性能优良的粘结剂也不能使其具有充分的粘附力和耐热性。
早期对铜箔表面进行棕化处理方法是:通过化学处理使铜箔表面形成红褐色的氧化亚铜(Cu2O)。它与树脂层压基材板粘结时,虽然常温时粘附力增加了,但在200℃附近会产生剥离。这是由于Cu2O对热不稳定,经过加热与铜箔之间产生剥离。
60年代日本东芝公司的研究者们发现,用特殊的化学溶液处理后,在铜箔表面形成的黑色天鹅绒状薄膜(CuO),结晶较细密,且能牢固地粘附在铜箔表面上,热稳性也很好,这就是后来普遍使用的黑化工艺。
90年代中期,欧、美等使用一种新型多层板内层导电图形化学氧化的新型棕化工艺,取代传统的黑化工艺,已在业界普遍使用。
② 棕化增强粘附力作用机理
新型棕化工艺,其化学反应机理是:
2Cu + H2SO4 + H2O2 + nR1 + nR2 → CuSO4 + 2H2O + Cu(R1 + R2) 图1.5基板銅箔棕化后SEM图(×3000)
在棕化槽内,由于H2O2的微蚀作用,使基体铜表面形成凹凸不平的微观结构,故能得到相当于6~7倍未处理过的平滑铜表面的粘合面积。同时在基体铜上沉积一层薄薄的与基体铜表面通过化学键结合的有机金属膜,基板铜面棕化的SEM图,如图1.5所示。且粘合剂进入凹凸部后,也增加了机械啮合效果。
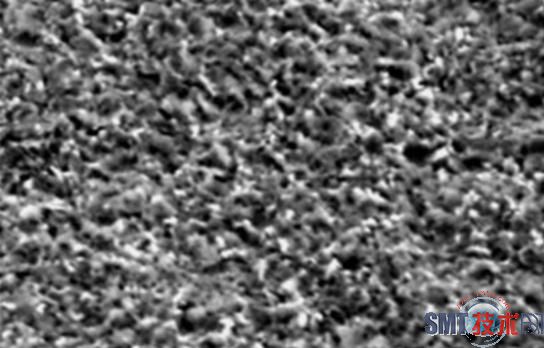
图1.5基板銅箔棕化后SEM图(×3000)
③ 影响棕化效果的因素
棕化质量和效果,处决于其工艺过程参数控制的精细化,例如:
(a) 选择配方先进的药水:
表1.3示出了使用Atotech棕化药水和Rockwood药水,对Htg材料再流次数測試(再流时间10sec)的对比数据。
表1.3耐再流焊接试验

使用Atotech 药水棕化层粗糙度大,棕化层結合力可以耐受12次无铅再流温度不爆板。
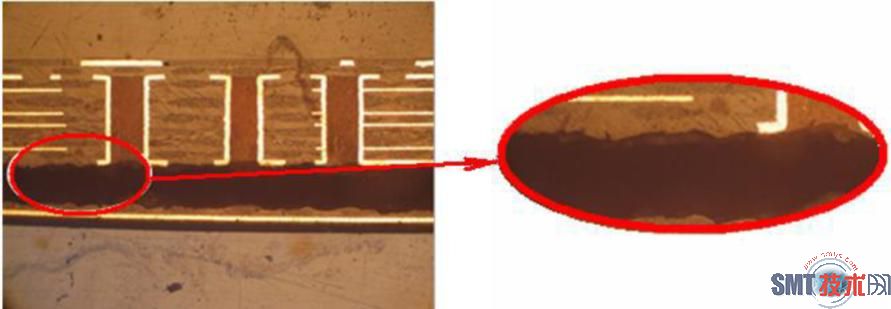
(b) 加强生产过程中槽液成分的监控。 (c) 棕化(或黑色氧化铜)膜厚度: 棕化 (或黑色氧化铜) 膜与PP的粘结强度、耐酸碱性、耐电晕及耐高温等性能与其膜的结构和厚度有关。但也并非愈厚粘结强度愈高。 (d) 棕化层受污染及工艺错误: 在一个爆板质量案例中,剥开发生爆板的部位,发现棕化层有受污染迹象,树脂与受污染的棕化层完全分离,如图1.6中红圈所示。
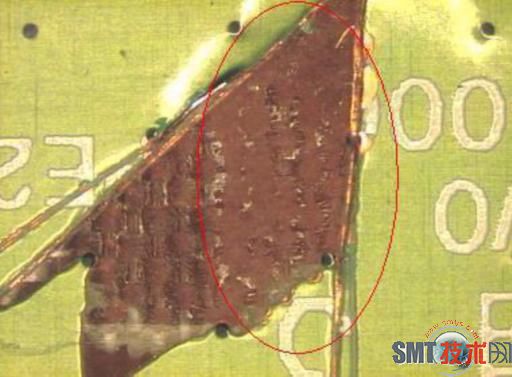
图1.6棕化面被污染
导致污染部分的棕化层与pp片在层压后未能有效粘合,PCB板在后续SMT装配中发生起泡。 经过调查,高Tg材料误用普通材料的程序进行压板,固化,也是造成最外层铜箔与pp片结合力不良的原因之一。
⑶ 再流温度选择不合适是爆板的诱发因素 ① 温度对爆板的诱发作用 通过对爆板发生模式的充分和必要条件的分析,可以知道它们都是温度的函数。多层板中可挥发物的数量及其膨胀压是随再流焊接温度的增高而增大的,而棕化层和PP之间的粘附力则是随温度的升高而减小的。显然潜伏爆板的充分及必要条件必需要借助温度这一因素来诱发。基于对具体产品特点的综合性分析来优化再流焊接温度曲线,对抑制爆板现象的发生是有效果的。 ② 如何根据产品特点优化再流焊接温度 (a) 美国微电子封装专家C.G. Woychik指出:“使用通常的SnPb合金,在再流焊接时元器件和PCB板所能承受的最高温度为240℃。而当使用SnAgCu(无铅)合金时,JEDEC规定最高温度为260℃。温度提高了,就可能危及电子封装组装的完整性。特
别是对许多叠层结构材料易使各层间发生脱层,尤其是那些含有较多潮气的新材料。内部含有潮气和温度的升高相结合,将使所用的大多数常用的叠层板(HDI积层多层PCB板)发生大范围的脱层” 。 (b) 美国电子组装焊接专家J.S.Hwang在其撰写的“电子组装制造中的焊接材料和工艺”一书中也有这样的描述:“考虑到现有无铅材料的熔点温度高于SnPb共晶材料的熔点温度(183℃),为了将再流焊温度降到最低程度,一条合适的再流焊接温度分布曲线显得特别重要。他还指出:根据目前生产条件所限制,如现有的SMT生产企业和基础设施包括元器件和PCB所具有的温度特性等,无铅再流焊接峰值温度应该保持在235℃。 经过综合分析,在HDI积层多层PCB板的无铅再流焊接中,当使用SnAgCu焊料合金时,峰值温度建议取定在235℃,最高不要超过245℃。实践表明,釆取此措施后,对爆板的抑制效果非常明显。
⑷ 可挥发物逃逸不畅是爆板的助长因素
从切片分析看,爆板位置几乎都是发生在埋孔的上方覆盖有大面积铜箔的部位,如图1.7所示。
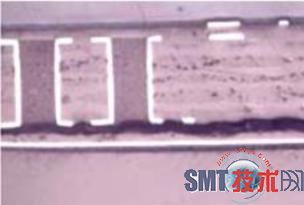
图1.7爆板的位置特征
这种设计的可制造性确实有问题,主要表现在下述几个方面:
⑴ 焊接受热后对积聚在埋孔和层间内的可挥物(如湿气等)的排放不利;
⑵ 加剧了在再流焊接时板面温度分布的不均衡性;
⑶ 不利于消除焊接过程中的热应力,容易形成应力集中,加剧了HDI积层多层PCB内层层间的分离。
显然,HDI积层多层板产品的图形设计不合理,助长了无铅制程中爆板现象的发生。
2.1.3 爆板发生的机理 ⑴ 爆板发生的机理 根据上述对爆板现象特征分析和归纳,我们可以按下述物理模式来研究和分析爆板发生的物理过程。 ① 在工作环境温度不大高的情况下,多层板L1-L2之间的粘结情况良好,如图1.8示。
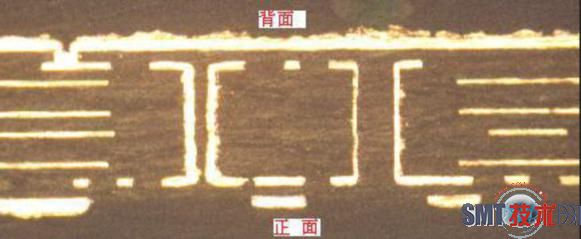
图1.8正常HDI积层多层板的切片
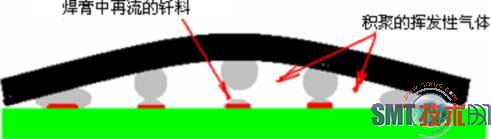
② 随着对其加热升温过程的进行,埋孔及内层的可挥发物(包含湿气)不断排出,如图1.9所示。
③ 排出的可挥发物气体在埋孔口与PP(粘结片)之间集聚,如图1.10所示。
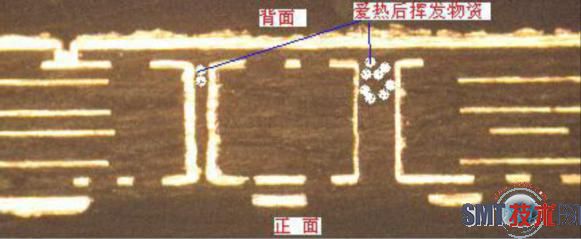
图1.9在再流升温过程中可挥物受热膨胀
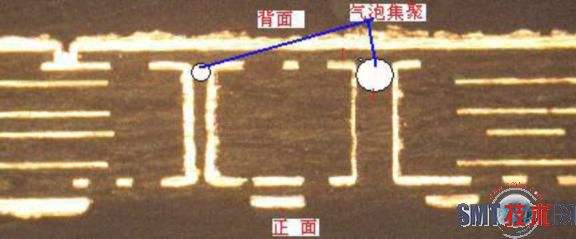
图1.10可挥发物在埋孔口和L1之间积聚
④ 随着温度的继续升高,集聚在埋孔口附近的气体愈积愈多,形成很大的膨胀压,使得L2的棕化面和PP之间受到一个使其分离的膨胀力。如图1.11示。
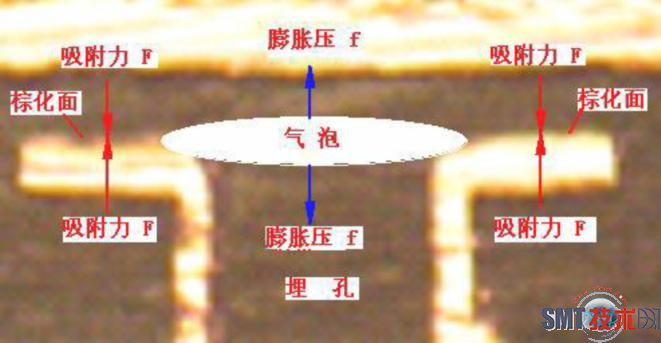
图1.11强大的膨胀压导致爆板的发生
⑤ 当最终形成的膨胀压(f)小于棕化面与PP之间的吸附力(F)时(f<F),此时仅在内层埋孔口留下一个小气泡,即形成点状的爆板现象,如图1.12-1.13所示。
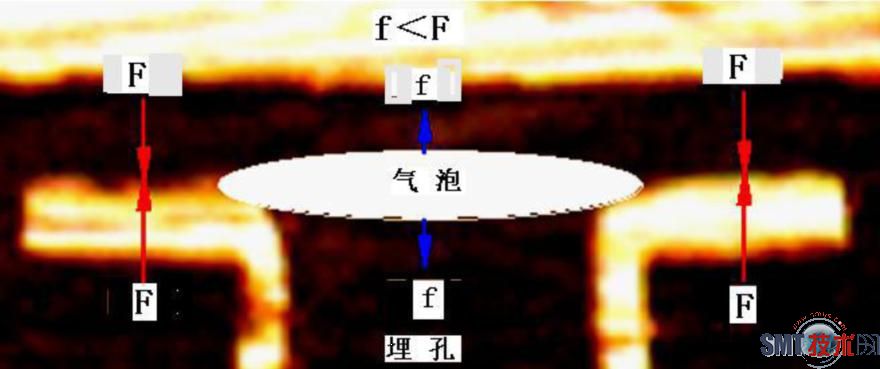
图1.12点状爆板现象

图1.13点状爆板的外观
⑥ 当最终形成的膨胀压(f)大于棕化面与PP之间的吸附力(F)时(f>F),则沿L2棕化面与PP之间便发生分离,出现如图1.14那种明显的块状的起泡分层现象。
在PCB受热的同时,其中一部分自由体积的水可以通过微孔状的PCB基材散失出去,从而减少了可能在空隙或微裂纹处聚集的水的摩尔体积分数,有利于PCB的爆板情况的改善。但是如果PCB表面有大面积的铜箔图形覆盖,则在PCB受热时,埋孔上方的大铜箔面挡住了受热后向外逸出的水汽,使微裂纹中水汽的压力升高,导致发生爆板的几率大大增加。

图1.14 块状起泡切片
具体影响PCB受热爆板的因素,可归纳如图1.15所示。
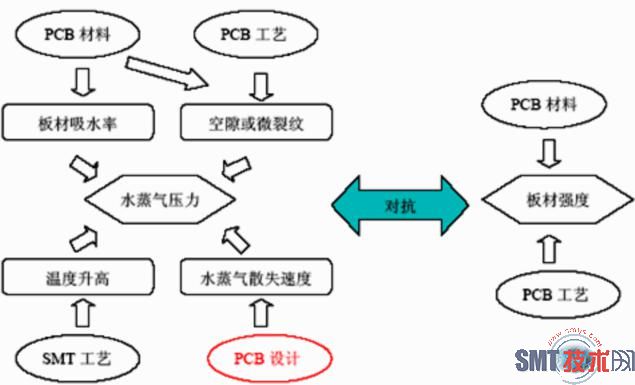
图1.15影响PCB受热分层、爆板的因素
2.1.4 预防爆板的对策
⑴ 根除爆板发生的必要条件
· PP存储中最大问题是防止它吸潮,空气中的水分容易在PP上凝聚成为吸附水。为了保持PP原有的性能不变,较适宜的存储条件是:温度(10~20)℃,湿度<50%RH (最好是在真空中存贮)。 据资料报导,在5℃下存放一个月或更长一些时间的粘结片,并不能成功地生产出高质量的多层板,故冷藏也是不可取的。
· 严格控制PCB成品的仓库存放条件,特别是在阴雨天气,要适时增加抽湿机的功率来控制仓库的湿度;
· 改进对无铅制程用PCB产品的包装,采用真空薄膜+铝膜包装,确保保存时间和干燥度; · 寻找新的耐热性能好,吸潮率低的材料。
⑵ 抑制爆板发生的充分条件 · 优化“棕化”工艺质量,增加PCB内部层间粘着力; · 选用优质棕化药水; · 加强对原材料进货质量的监控,例如PP材料的树脂含量(RC%)、树脂凝胶时间(GT)、树脂流动度(RF%)、挥发物含量(VC%)等关键指标。以保证存在于浸渍纤维空间的树脂的均匀性和占有率,确保最后成形的基板材料具有低吸水性、更好的介电性能、良好的层间粘合性和尺寸的稳定性。 ⑶ 攺善大铜箔面的透气性 根据上述对爆板发生的位置特征和发生爆板的机理分析。显然,当PCB表面有大面积铜箔层设计时,将造成内部水汽无法释放,故有必要对表面上有大铜面覆盖的区域开窗口来改善爆板现象。
⑷ 优化再流焊接的峰值温度 在确保良好润湿的条件下,尽适当地降低再流的峰值温度。
二 、再流焊接中的三个典型缺陷之二—空洞
2.2 空洞现象
2.2.1空洞的分类和特征
再流焊接的空洞缺陷最集中发生在PBGA、CSP类芯片的再流焊接工艺之中,为了便于分析,根据焊球中空洞的位置,我们将PBGA在再流焊接过程中所发生的空洞现象分为以下几类。
⑴ 芯片侧界面空洞(A类)
这类空洞是指PBGA、CSP在系统组装再流焊接过程中,在芯片界面上所存在和发生的空洞。我们将其取名为芯片侧界面空洞。这种空洞可能是由原有的封装界面空洞,在板级组装过程中发展和扩大而成,如图1.16(a)所示。也可能是在系统组装中新形成的,如图1.16(b)(c)所示。
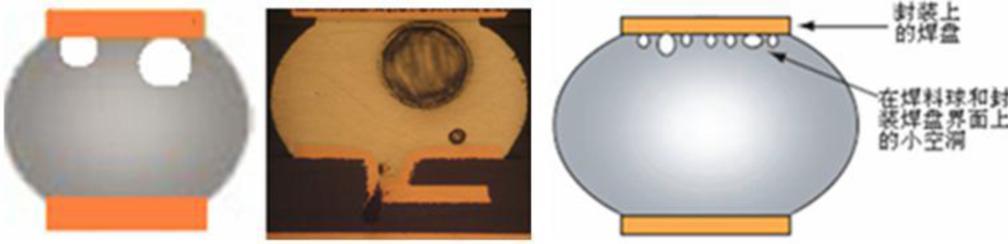
图1.16 A类空洞
⑵ PCB侧界面空洞(B类) 这类空洞是指PBGA、CSP再流焊接过程中发生在与钎料球和PCB界面直接连通的空洞,我们称之为组装界面空洞,如图1.17所示。
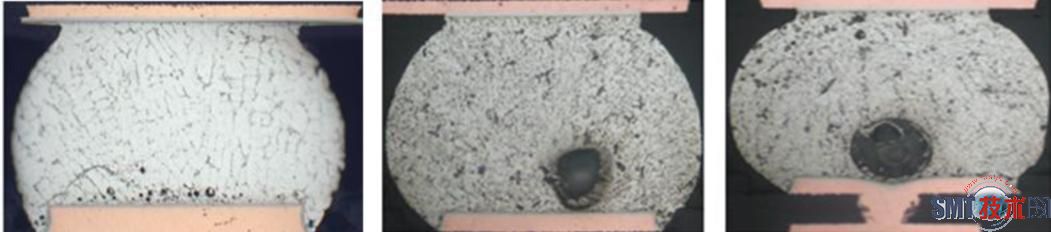
图1.17 B类空洞
⑶ 焊球内部空洞(C类)
PBGA、CSP在板级系统组装再流焊接过程中,我们将在钎料球内部所形成的且不与界面直接连通的空洞,定义为钎料球内部空洞。如图1.18所示。

图1.18 C类空洞
这类空洞通常是PBGA、CSP在再流焊接过程中,由于熔融钎料在固化过程中截留了助焊剂的挥发物而形成的。通常这类空洞若未受到外部因素的影响,其尺寸都比较小。由于空洞内的气体受垂直方向的压迫力较大,因此,其形状大多都呈横向椭球形。
⑷ 盲孔空洞(D、E类) PBGA、CSP在板级组装过程中形成的与盲孔相连通的空洞,其形成原因是: • 在印刷焊膏和贴装BGA过程中,焊膏底部的盲孔内截留了气体。在再流焊接过程中,截留的气体和焊膏中的可挥发物逸散通道不畅,导致D类空洞的形成。如图1.19所示。
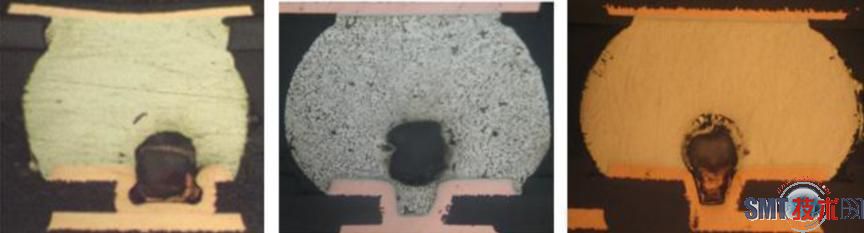
图1.19 D类空洞
• 盲孔壁存在微裂纹,在再流焊接温度作用下,积蓄在基板材料内的可挥发物(如湿气)通过盲孔壁的微裂纹大量向钎料球内排放,与焊膏中可挥发物形成的气体汇合而形成了E类空洞。此类空洞尺寸最大,危害也最大。因此,从焊点可靠性角度来看此类空洞是备受关注的,如图1.20所示。
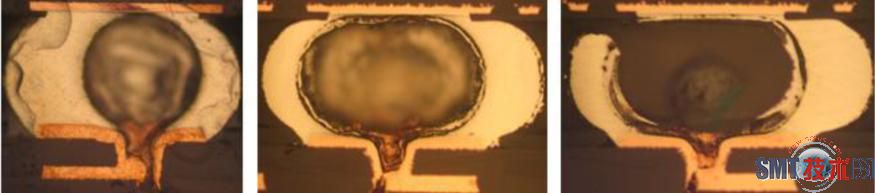
图1.20 E类空洞
D和E类空洞外部形状大多呈上圆下尖的泪滴形。
2.2.2 空洞的形成机理
⑴ 可挥发物是产生空洞的必备条件
目前业界普遍认为,产生空洞的主要原因是在最初印刷焊膏和贴装PBGA、CSP过程中,焊膏底部截留了气体。在再流焊接过程中,截留的气体和焊膏中的挥发物均需要逸出,这样就像图1.21中所示,在钎料球中心部位就出现了微盲孔类的空洞。
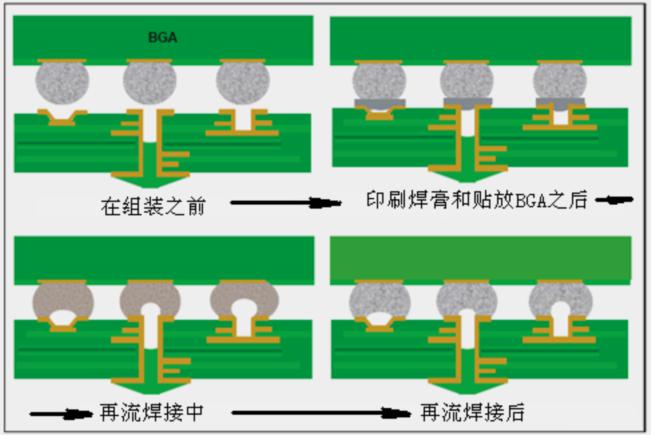
图1.21 微盲孔类空洞
其实上述结论并不完整,因为它忽略了占有最大份额的可挥发物是来自PCB基材内部挥发出来的湿气。笔者的实践证实,在无其它干扰因素时,那些大尺寸空洞的形成,几乎都是在无铅再流焊的高温下,从基材内部挥发出来的潮气所造成的。单靠焊盘表面及焊膏中的挥发物是成不了大气候的,而且它们在再流过程很容易逃逸。 ① 可挥发物的来源 可挥发物的来源主要有两种,一是水汽,二是助焊剂中的溶剂挥发。 (a) 水汽的来源: • 一是基板内蒸发出来的湿气。PCB中的水汽主要存在于树脂分子中和PCB内部的宏观物理缺陷(空隙、微裂纹)处。随着焊接温度的升高,水的饱和蒸汽压也同时升高,导致自由体积中的水及与极性基团形成氢键的水,能够获得足够的能量在树脂内做扩散运动。水向外扩散,并在空隙或微裂纹处聚集,使得空隙处水的摩尔体积分数增加。
当材料的强度低于水气产生的压力时,微盲孔内部的物理缺陷(微裂缝等)在膨胀压的作用下将漫延和扩展,最终气体沿着微盲孔外泄(图1.22),从而形成如上图1.20所示的大空洞。

图1.22 PCB内部湿汽的扩散路径
• 二是焊膏中活性物质除氧反应生成的水。无论是有机酸、无机酸和松香在去除氧化物的化学反应中均要产生水。
• 三是PCB和焊膏在工序传递过程中表面吸附的水。由于PCB基材和焊膏对水都有很强的亲和力,再加上水合作用,它们在空气中暴露时,均会被偶极的水分子所包围。因此,它们都极易吸湿。
关于助焊剂中溶剂的挥发。在焊膏助焊剂中,溶剂的含有率约占(40~60)wt%。不同的溶剂其沸点是不同的,例如:二甲基或已烷类的沸点为214℃,而乙烯类则为230.6℃,它们在再流焊接过程中均要被挥发。这些都为空洞的形成提供了可挥发物。
⑵ 各类空洞形成的机理
① 组装界面空洞(A、B类)
• 由Kirkendall扩散效应所形成,图1.23所示。这种空洞一般非常微小,较难发现,但对焊点强度会有一定影响。
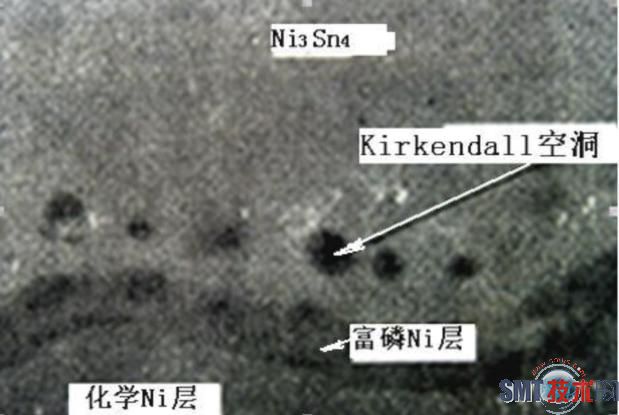
图1.23 Kirkendall空洞
• 由于ENIG Ni/Au涂层的Au层上的针孔,造成与针孔底部的Ni层局域氧化。再流焊接时,被Au覆盖的Ni当Au被溶入钎料中去后,其原覆盖的面积被钎料润湿而形成Ni3Sn4等合金层。而被氧化的Ni部分则不能被钎料所润湿,因而在焊盘与钎料球之间的界面上,便出现了弥漫性的若干小空洞,如图1.24所示。

图1.24 由局部润湿不良形成的空洞
② 钎料球内空洞(C、D类空洞)
当焊盘上不存在微盲孔时,此时可挥发物的来源,应该说就只有来源于焊盘、焊膏表面吸湿和助焊剂溶剂挥发物及去氧化学反应生成的水汽了。照理说这来源有限的挥发物,经历了预热(浸渍)区和再流区后绝大部分都应逃逸了,即使有部分未来得及逃逸被截留在钎料体内,通常这种空洞应该是很小的。只有出现下述两种情况时才会出现大空洞,甚至特大空洞。 图1.25 由设计不良所形成的空洞
(a) 设计的DFM性能不良
我们在作空洞试验研究中,用X-Ray检测某公司的产品,发现CSP钎料球中大面积出现大空洞,如图1.25所示。
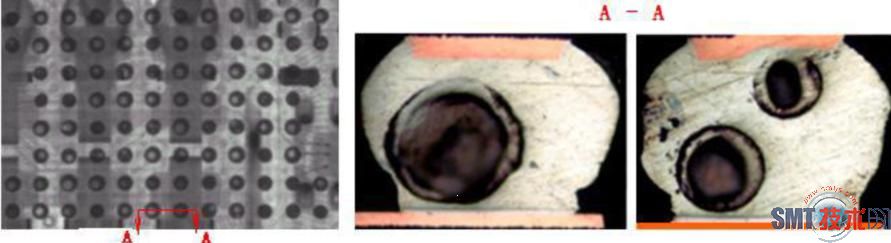
图1.25 由设计不良所形成的空洞
进一步解剖,发现该样品所用的CSP等,全部装入封闭的金属屏蔽罩内,没有为再流焊接预留足够的挥发气体的逃逸通道。再流焊接升温时,封闭在屏蔽罩内的气体受热膨胀,内部气体压力(P0)增大,使得钎料球空洞内的气体压力(P1)与球外气体之间的压力差 (P1-P0) 减小。当P1<P0+F(液态钎料内的凝聚力)时,气体便被全部滞留在钎料球内而形成了大尺寸的空洞,如图1.26所示。

图1.26 由排气障碍所诱发的空洞
(B) 环境气候变化的影响 在高密度组装中,有时会发生一些奇异的怪现象。即在对含有密间距CSP的批产产品中,生产所用的场地、工艺装备、元器件及工艺参数等均未发生任何改变的情况下,在某一时间段会突发性地大量出现空洞,采取各种对策均无效果。然而过一点时间(短则1~2天,长则4~5天)又不明不白的自动消失了。一年中总要遭遇几次,均发生在密间距(≤0.5mm)的CSP芯片中。后来通过对此现象和环境气候变化的长期统计分析,发现它们之间有很大的关联性。而且还发现它们之间对温度的变化和湿度的缓慢变化不敏感,只对气压和湿度的变化速率敏感。为什么环境气候的剧变会影响到空洞呢?我们可用图1.27的模型来作解释。
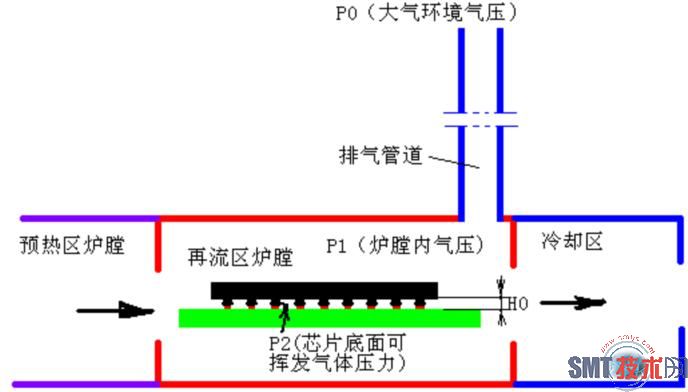
图1.27 环境气候因素对空洞形成的影响
以气压为例,我们假定大气环境气压为P0,再流炉膛内的气压为P1,炉膛内对外部大气保持适度的正压关系,有利于积聚在炉膛内的挥发性气体的排放。当CSP离板高度H0很小时(例如<0.3mm),处于窄缝内的CSP芯片底面的挥发性气体压力P2可能较大,这也有利于在再流焊接过程中,积聚在芯片底面的挥发性气体顺畅地向炉膛内排放。三个气压P0、P1、P2达到某一稳定的数值关系时,就能确保生产的顺利进行。然而,一旦大气气候环境骤变导致P0增大,这样就破坏了原有的稳定状态。使得挥发性气体排放不畅甚致堵塞而滞留在钎料球内形成空洞。当天气转好,上述的稳定状态得以恢复,排气通畅了,空洞便自动消失。
③ 盲、埋孔空洞(E类空洞) 当PCB受到破坏,或加工中出现局部漏胶等问题时。积存在基材内部的湿气便沿着被撕裂的微裂缝泄放到钎料球内,形成盲、埋孔类空洞。当挥发出来的潮气太多时,便会在钎料球的最薄弱处胀裂。如图1.28所示。此类空洞的尺寸通常都是很大的,故要特别关注。
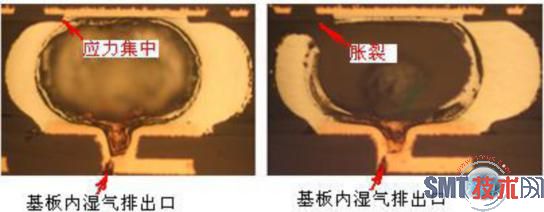
图1.28 盲埋孔类空洞的形因
2.2.3 .空洞的检验和控制
许多公司使用X-Ray射线、在线检测和自动光学检测相结合的方法来改善BGA再流焊接焊点的工艺过程控制。一些公司通过X-Ray射线查找空洞,确定合格/不合格的标准,由于X-Ray的模糊投射,有可能会使空洞的尺寸变形,如图1.29所示。因此,精确地测量空洞的面积,是需要对X-Ray探测器的辐射度进行校正。
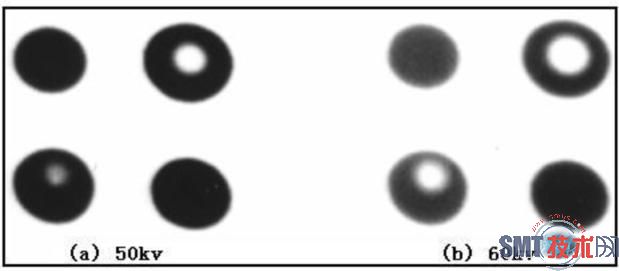
图1.29 X-Ray射线辐射强度对空洞面积判断的影响
2.2.4 空洞是问题吗? 对于达到什么程度的空洞为可接受的呢?目前还没有达成共识。电子制造行业普遍作法是:通常在X-Ray照片中看到的空洞,当空洞的大小超过J-STD-001D规定的25%的面积时,便予以拒收。 然而在产品中究竟允许有多少空洞和空洞的尺寸有多大,才不会影响到可靠性? 有些专家在研究空洞形成的条件后,认为由于截留气体而形成的空洞是可以接受的。 IPC钎料产品价值委员会(SPVC)最新的研究试验,证实了一些组织提出的观点是正确的,即:一定数量的空洞不会对焊点的可靠性产生不利的影响。尽管这个行业标准(IPC-J-STD-001D)坚持BGA的空洞面积不能超过25%,但是这种使用X-Ray射线的参数测量方法,本身就存在一定的主观性。无论结果是对是错,已经把这个空洞技术规范应用到无铅组装中去了。但是,这个25%的要求可能不适合无铅。理由是:
⑴ IPC SPVC比较了6000次温度循环后的失效情况,比较金相检查的结果,并运用若干不同的统计方法来比较温度失效数据和空洞位置、尺寸。研究得出的结论是:空洞不会对焊点的完整性产生任何影响。
⑵ IPC SPVC在无铅测试板上,对间距为0.5mm的84个输入/输出的CSP封装,由温度循环引起的蠕变疲劳导致的焊点失效,得出威布尔斜率(β)和特征寿命(η)值。并绘制出CSP84封装失效分布的威布尔图,如图1.30所示。
威布尔分布说明SAC合金焊点的特征寿命比锡铅焊点更长(SAC合金为4713到6810次温度循环,而锡铅合金则只有1595次温度循环)。
⑶ 在进行了6000次温度循环后用X-Ray射线对每个CSP84封装进行检查。试图把空洞和出现失效的温度循环次数关联起来。图1.31示出了其统计分布。这些统计结果取自24个CSP84封装(IPC SPVC可靠性测试的一部份),60个CSP84封装(测试板可靠性测试的一部份)。
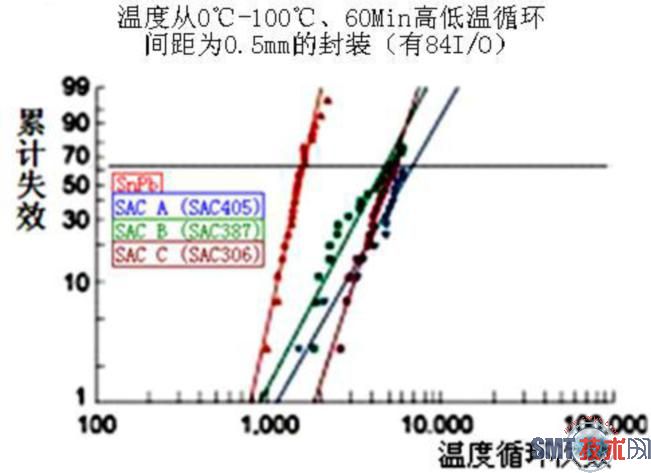
图1.30 CSP84封装失效分布的威布尔图
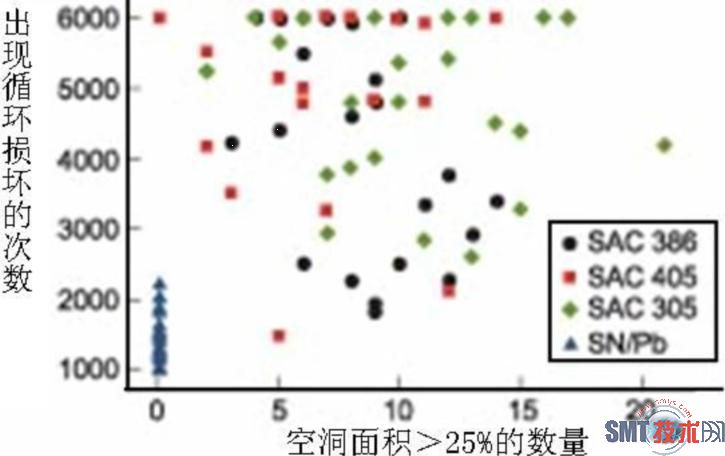
图1.31 空洞和出现失效的温度循环次数的分布
IPC SPVC比较了SAC连接中的空洞和出现失效的温度循环次数。用八种独立的统计分析方法(盒状图、单向ANOM、主要效果图、矩阵图等),来比较空洞超出连接面积的25%时,对应出现失效时的循环次数。也比较了空洞总数对应出现失效的温度循环次数。空洞分布与出现失效循环次数的比较结果,表明空洞不会对焊点的可靠性产生影响。
三、再流焊接中的三个典型缺陷之三—球窝
2.3 球窝现象
2.3.1 概述
随着封装技术的不断发展和用户需求的不断提升,PBGA、CSP封装的器件也朝着密间距、微型化方向发展。特别是无铅制程的引入,给电子装联工艺带来了新的挑战。球窝(Pillow-head Effect)缺陷是PBGA、CSP类器件特有的一种缺陷形态,如图1.32所示。从图中可以看到钎料球好像是与整个钎料连接在一起,但实际上它只是放在没有形成相互融混的窝坑里或突堆上。它经常出现在PBGA、CSP器件的再流焊接之中,在无铅制程中该现象表现得尤为突出。
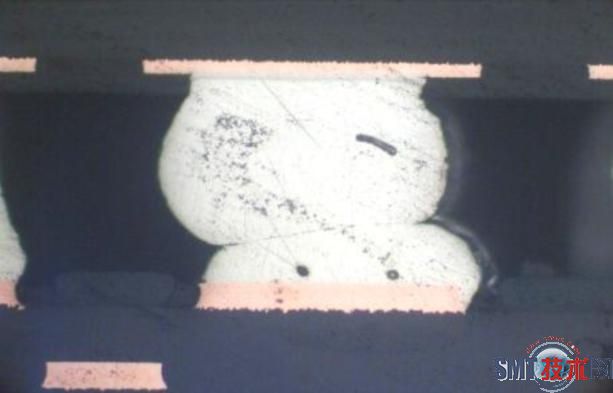
图1.32球窝现象
在检查或者功能测试过程中,不是每次都会发现这种缺陷。因为这种缺陷往往是整个钎料和钎料球之间形成局部连接,所以电路最后往往能够通过功能测试、光学检查和ICT测试。然而这种焊点由于钎料之间没有形成真正的融混,所以不牢固,即使在焊接后进行的所有测试都合格了之后,也还可能存在失效的概率。因为,在焊接工艺之后,存在球窝缺陷的PCBA板经常会在后续的组装工艺、运输过程中因为热胀冷缩或者在现场经受长时间的电流负荷而失效。因此,这种缺陷的危害性极大。 2.3.2 球窝现象的分类 根据产品组装现场发生的PBGA、CSP球窝缺陷的案例归纳,目前在生产现场发生的球窝现象,若以焊膏中钎料粉末再流后的形状特征来区分,可分为两类: ⑴ 凹形球窝:凹形球窝缺陷的典型结构,如图1.33所示。此类球窝现象,生产实践中发生的频度不高。
⑵ 凸形球窝:此类缺陷的典型金相切片结构,如图1.34所示。此类球窝现象在生产中时常有发生,是我们重点分析的内容。

图1.33 凹形球窝 图1.34凸形球窝
2.3.3 球窝现象发生机理的争鸣 由于球窝是近几年才出现的一种新的威胁产品质量的缺陷,人们还对其了解不多。因此,目前对其形成的机 理出现了下述几种解释: ⑴ 焊膏或者钎料球的可焊性不良 有人认为,一些难以焊接的器件(器件受到污染)或者焊膏的活性不够,不足以湿润器件表面,造成球窝缺陷。但是,Kester公司的Brian Smith从对未经过加工的器件进行的可焊性测试发现,这个原因并不成立。因为这种缺陷经常会出现在易于焊接的产品中。 ⑵ 焊膏印刷和贴片精度影响 有人提出,这种缺陷可能会因为焊膏印刷的高度不够或者数量不足而随机出现;器件贴装的偏移都会使得组件不能妥善地放在焊膏上,而引发球窝,这一论据也并不充分。
⑶ BGA焊球的共面性不好
也有人认为PBGA、CSP钎料球的共面性是造成球窝缺陷的另一个原因,但是,钎料球制作的误差通常是很小的。对PBGA、CSP而言,再流焊接过程中两次坍塌高度之和远大于上述各值,完全可以补偿其共面性的不良。因此共面性问题不可能单独成为球窝缺陷的根源。
⑷ 芯片温度不均习,存在温差
有人发现这种缺陷经常出现在组件的一侧或者一角,把热电偶贴到芯片四个角上,发现存在温差(ΔT),从而得出结论。缺陷反复出现在温度较低的那个角上,这表明器件的这一角的温度至少会比另一角低几度。根据这一假设,也许是器件上的温差引起球窝缺陷。可是,一些用户采取措施提高了组件温度较低处的温度。但并未降低缺陷水平。这说明,尽管再流焊接曲线与球窝的形成有点关系,但并不会促使球窝的形成。
⑸ 芯片翘曲 也有人提出一种缺陷形成的机理是:由于器件的温差,在温度较高的一角,温度高于液相线,而温度较低的一角温度低于液相线。这时,由于湿润作用,把温度较高的一角向上“拉”,导致芯片的某一角略微抬起。假设这个力还不够大,不足以使芯片温度较低一角的引脚从焊膏中拔出来。但是,一旦缺陷形成,可以设想,在温度较低一角的钎料球完全没有与焊膏连接。钎料球完全脱离焊膏,焊膏中的助焊剂没有发挥功效,结果造成钎料球很快氧化。在钎料球被迫回到焊膏之前,焊膏中钎料粉末再流并湿润了焊盘。这意味着助焊剂会在PCB上铺开,无法防止熔融钎料表面氧化。一旦钎料球回落到熔融的焊膏钎料中时,两个表面都已经充分氧化了,钎料无法与钎料球熔混。结果钎料球只是叠在焊膏钎料上面,没有形成熔混而达到连接的目的。因此有人认为使用高预热平台的温度曲线可以减少器件上各个点的温度差异,从而,减少器件变形,降低发生球窝的几率。
2.3.4 再流过程中与球窝相关的亊件 球窝现象的出现,是再流焊接过程中一系列物理、化学过程综合影响的结果。我们只有先回顾一下在PBGA、CSP再流焊接过程中发生这些亊件的规律性,才可能找到解开球窝现象发生的本质,进而寻求有效的对付措施和策略。 ⑴ PBGA、CSP再流焊接的物理过程 根据业界大量的研究,PBGA、CSP再流过程可以描述为,焊球放置在焊膏上后,再流升温过程中首先是焊膏中钎料粉末再流并凝聚在一起,达到润湿温度后便在焊盘表面发生润湿作用。大约过15秒钟后焊球钎料才开始熔化,发生第一次坍塌,约20秒后钎料球达到再流的峰值温度,并发生第二次坍塌。熔化的钎料球和早先熔化的焊膏钎料开始熔混在一起,并在焊盘表面完成一系列冶金反应,生成合金层,达到连接的目的,如图1.35所示。
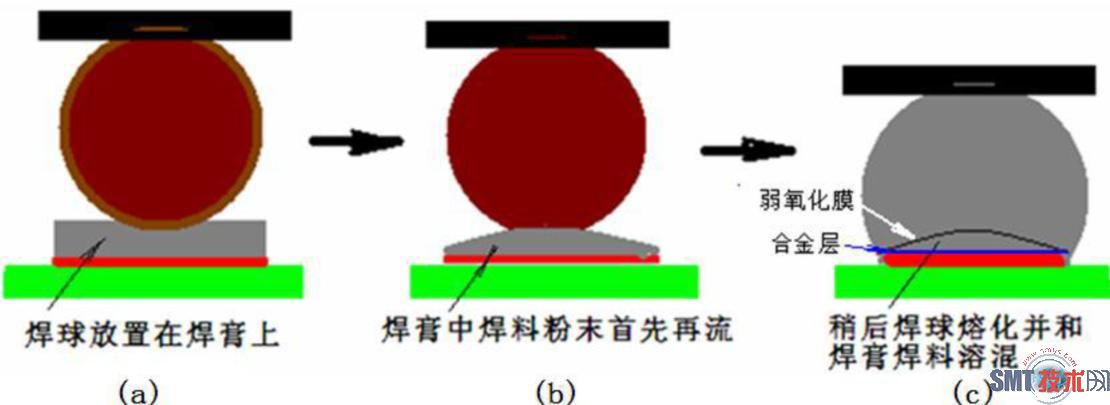
图1.35 PBGA、CSP再流的物理过程
⑵ 温度均匀性对再流焊接效果的影响
德国ERSA焊接研究所,对PBGA、CSP芯片在热风再流焊接中封装体上的受热情况,采用红外热成像方法摄得的封装体上温度场的分布,如图1.36所示。
由于温度分布的极度不均匀性,表明就是在同一芯片封装体上,不同区域的焊点也会发生冷焊和过热现象。
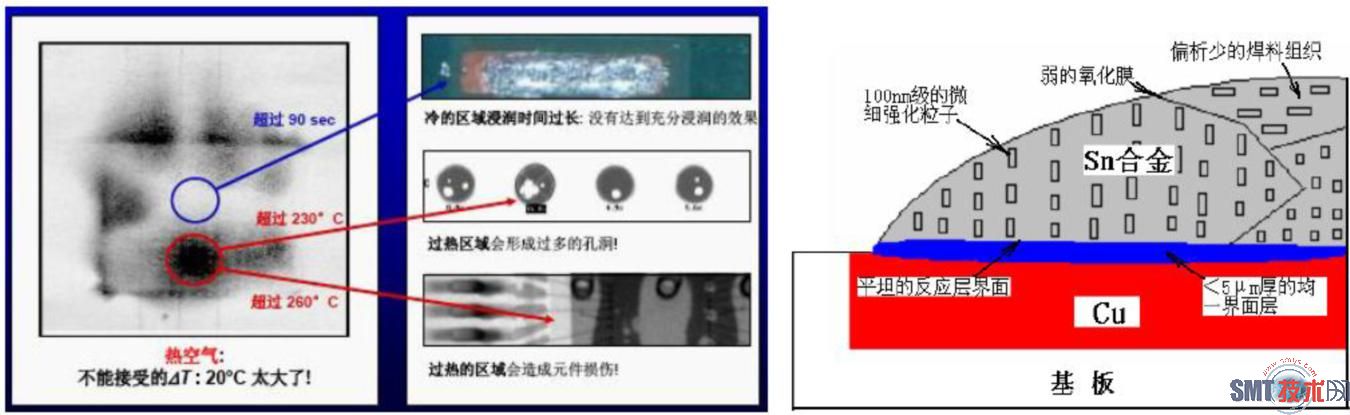
图1.36再流过程中PBGA、CSP封装体上的温度分布 图1.37焊点内微结构的质量模型
图1.37中在钎料表面形成的弱氧化膜,主要是指SnO、SnO2。由于Sn的氧化自由能非常低,例如在200℃时生成SnO的自由能为-113(kcal/mol•O2),而生成SnO2的自由能为-115(kcal/mol•O2)。可见Sn对氧的亲和力非常强,故极易被氧化,而且一旦氧化化了除去它也是很困难的。 RMA级助焊剂去不了它,就是某些RA级助焊剂也无可奈
何。由于SnO膜非常薄,在金相分析中有时很难看到它的踪迹。
⑷ 助焊剂在再流焊接中的行为
助焊剂在PBGA、CSP再流焊接过程中的行为,可以这样来描述:在再流焊接之前,助焊剂作为焊膏中的关键成分之一,赋予了焊膏各种特有的性能。
助焊剂在再流焊接的浸渍区完全液化(例如松香在127℃溶融,其活性可持续到约315℃),激活后能清除焊盘铜箔表面的氧化物,同时还覆盖在钎料表面,防止钎料(Sn)氧化。进入冷却区后其残余物回缩和凝固,堆积在焊盘周围的焊脚处,如图1.38所示。
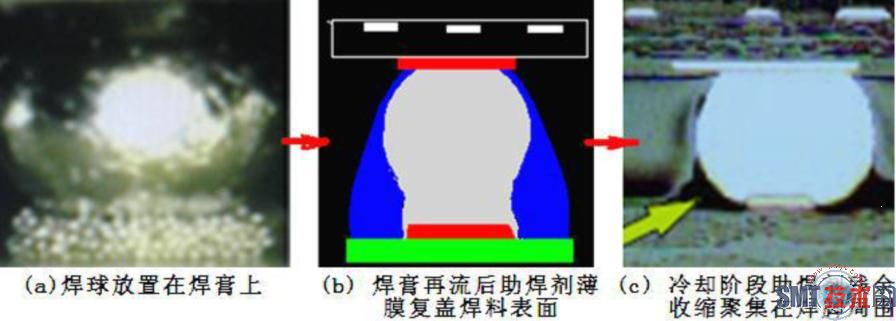
图1.38助焊剂在再流焊接中的行为
⑸ 芯片翘曲规律及其影响 当PBGA、CSP封装裸露于焊接所要求的温度下时,很有可能出现翘曲。在再流焊接过程中,封装的边缘有向上抬起或向下弯曲的可能,如图1.39-1.40所示。

图1.39 芯片翘曲(一)

图1.40 芯片翘曲(二)
较大的封装出现翘曲的可能性要比较小的封装更大。封装翘曲是由基板结构、模压材料和硅芯片内部之间的CTE不匹配造成的。当芯片较大或当PBGA、CSP装有散热器时,这个问题更为突出。 玻璃态转变温度(Tg)是材料的一种特性,在这个温度下增强物和树脂系统偏离当前的线性热膨胀系数,并获得一个新特性。通常,当树脂体系超出其硫化聚合物状态时,就会出现这种现象。 2.3.5 球窝发生的机理 按照焊点内微结构的质量模型,在焊点钎料的表面及内部均可能存在极薄的氧化膜(SnO、SnO2),内部极薄的氧化膜的存在可以这样来理解: ⑴ 熔化和凝固温度不同步 假定钎料球和焊膏钎料有完全相同的合金成分,例如均为SAC305。在再流焊接
过程中,焊膏中钎料温度首先上升到液化线220℃,开始润湿焊盘Cu面并形成凸曲面。由于钎料粉末的再流,凸曲面的高度比再流前焊膏的高度降低了,助焊剂被挤出钎料并聚集在焊脚园角处。凸曲面表面可能因缺乏足够的助焊剂保护而形成了极薄的SnO膜。而此时还处于固态的钎料球,是继续与焊盘上的钎料相接触还是脱离接触,就取决于下述条件: • 芯片和PCB是否有翘曲变形; • 焊膏印刷量; • 焊膏的抗热坍塌能力。 如果因上述原因之一,导致钎料球是悬在凸曲面的上方时。那么,在冷却过程中,焊盘钎料先冷却,焊盘凸曲面形状被固化下来。与此同时封装体的翘曲状态逐渐恢复正常,而尚呈液态的钎料球,便被盖在焊盘钎料的凸曲面上,完全凝固后便被形成了凸形球窝,如图1.41所示。
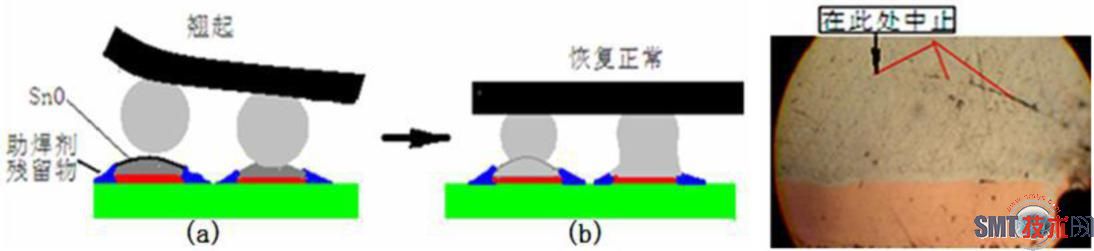
图1.41 凸形球窝的形成
⑵ 钎料球和焊膏钎料粉末合金成分不同
例如,钎料球成分为SAC105(液化线温度为227℃),而焊膏钎料粉末成分为SAC305(液化线温度为220℃),液化线温度差了7℃。此时,熔化和凝固温度不同步现象将更加明显,再加上封装体在热风再流过程中,出现的温度差△T,使位于冷区的钎料球本身就达不到熔点而不能熔化。因此,即使不发生由芯片翘曲所引发的问题,也会因为钎料球直接暴露在高温气流中,加速了SnO薄膜的生成。当其它区域的钎料球
熔化后产生坍塌时,它便跟随下落,未熔化的钎料球只能是坐在熔化的焊盘钎料上面,而其表面的SnO膜,完全阻断了液-固界面间的融混过程,这便形成了如图1.33所示的凹形球窝。此时,金相切片可以观察到在焊盘铜箔和焊盘钎料之间,冶金反应很充分,IMC形成得很好,甚至从焊点的外形敷形来看,也寻不到冷焊的痕迹。
⑶ 界面污染形成的球窝现象
Intel公司称有机物污染是形成球窝的因素之一。但是未给出有机污染的来源。在批产实践中球窝焊点的发生,不论是位置分布还是时间分布都有很大的随机性,不解决符合上述分布特征的污染源问题,就很难找到抑制的对策。
这种污染源不可能是外部的,因为现代的PBGA、CSP都是高密度封装,间距如此的小,外部污染不可能是呈孤立点状的。那么污染源究竟是如何形成的呢?事情还得回到再流焊接过程中去。
我们知道再流焊接过程中,当焊膏中钎料粉末再流时,还伴随着助焊剂溶剂的
挥发和某些有机物的分解。挥发物的排放受局部空间环境和气压的影响,一旦环境气压波动,或者封装体出现翘曲变形时,挥发物的排放就不会顺畅,如图1.42所示。
这些主要由C,O元素构成的挥发物,对熔融状态的高Sn基合金表面都有很好的亲和力,冷却后便覆盖在钎料的表面上。由于凝固时总是下部先凝固,所以最终还是形成凸形球窝。
有机污染物的厚度比SnO要厚得多,因此形成的球窝界面通常是清晰可见的,严重时就会出现如图6.43所描绘的现象。这类球窝焊点的外型轮廓都比较标准,与正常焊点的外形轮廓几乎无区别。

图1.43 界面污染形成的球窝
⑷ 拉长和偏位伴生的球窝现象 由于上述所分析的一些原因,在上、下两部分钎料的界面上存在的SnO膜,由于其厚度非常薄,受到的范德华力很大,因此,对正常使用不存在影响,即使进行金相切片,也只能从边缘形状上觅得一点踪迹。然而,在熔融状态下范德华力便会明显削弱,此时若再受到拉伸力时,球窝现象就会显露出来。轻者会在界面的终端和焊点表面的交汇处,留下一个不润湿的凹坑,如图1.44所示。严重时会出现如图1.45所描绘的状态。因此,常说拉伸的焊点存在可靠性问题,这也是一个影响因素之一。
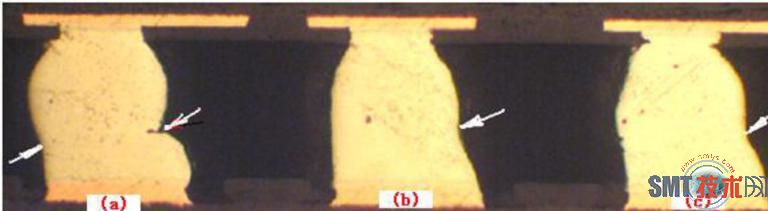
图1.44 拉伸焊点的球窝现象
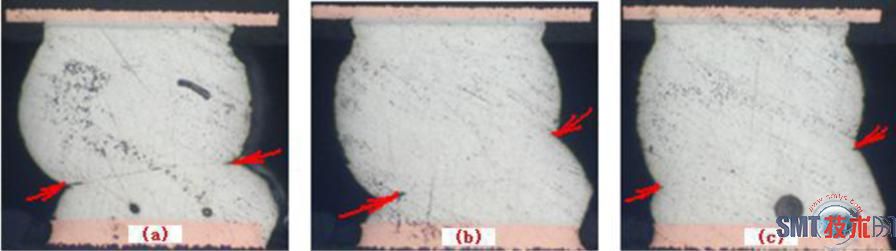
图1.45 偏位焊点的球窝现象
2.3.6 球窝现象的抑制措施 ⑴ 选择一个温度较高、时间较长的均热区,使之能够迅速达到钎料液相线状态的再流温度曲线,对减少球窝缺陷是有利的; ⑵ 釆用抗热坍塌能力强,去CuO(Cu2O)、SnO(SnO2)性能均好的焊膏,如日本ハリマ公司的失活焊膏,抑制效果较明显; ⑶ 改善热风再流的均热能力,最好能釆用“热风+红外”的复合加热方式,能有效改善封装体上温度的均匀性; ⑷ 加强对再流炉排气系统的监控,确保排气管道顺畅有效。