【技术】锡膏量与再流焊后焊点形貌关系分析
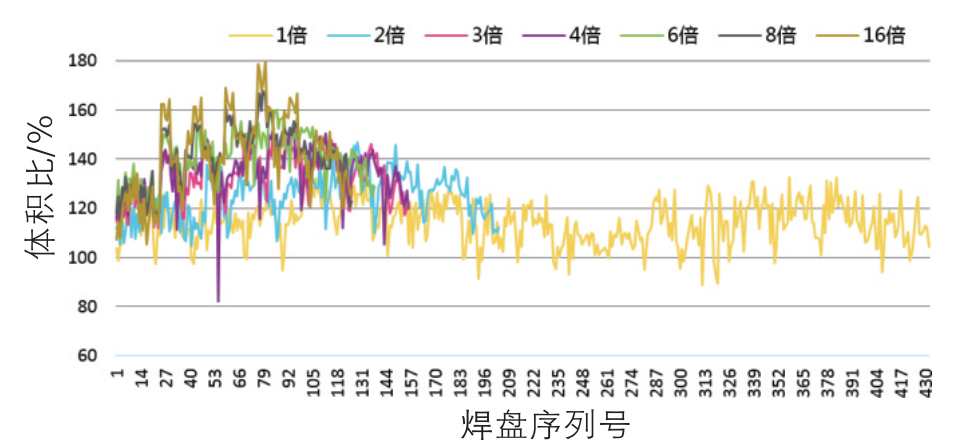
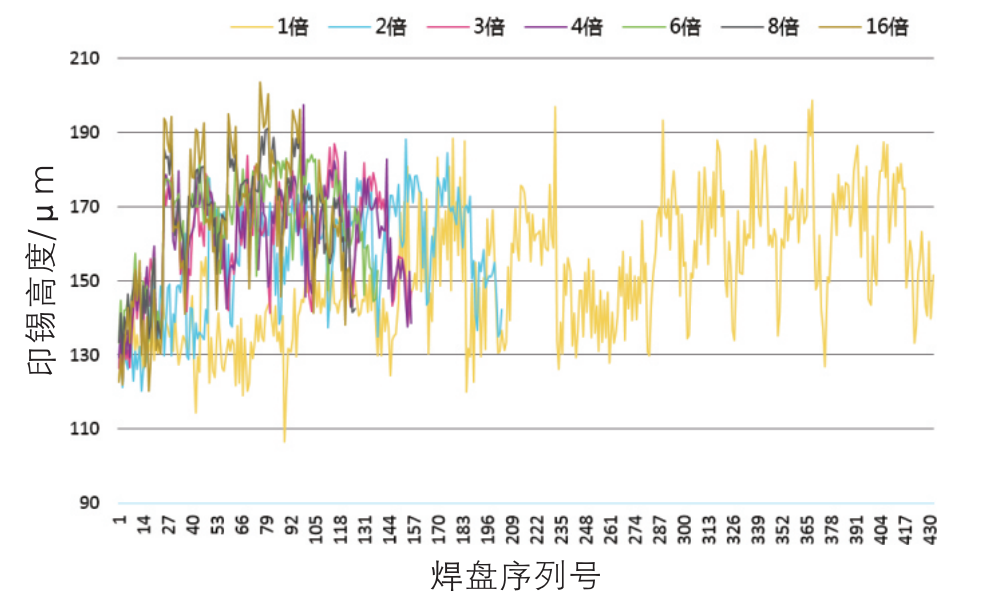
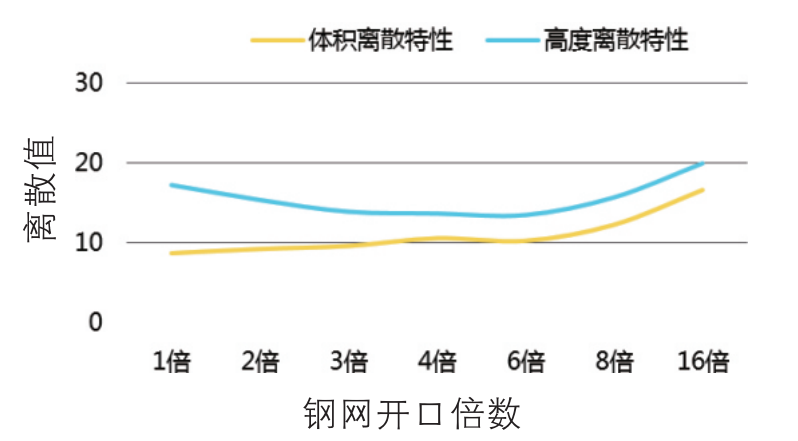
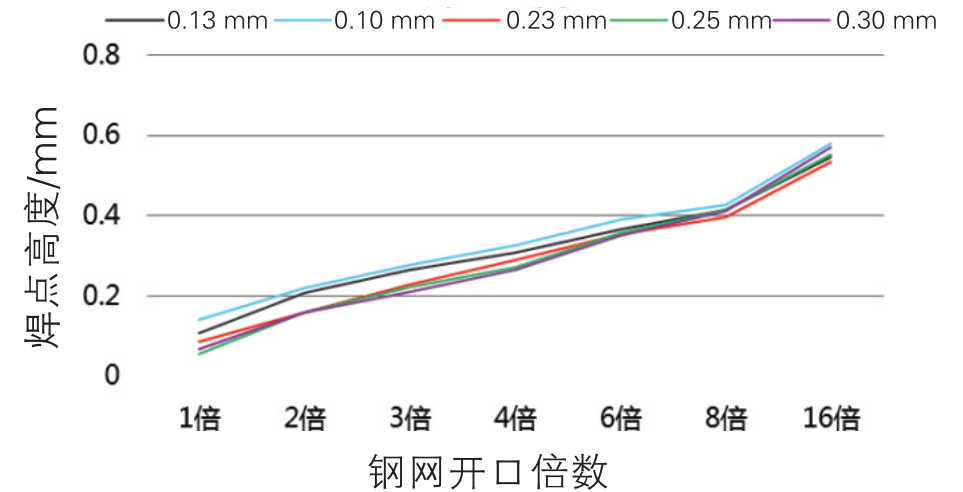
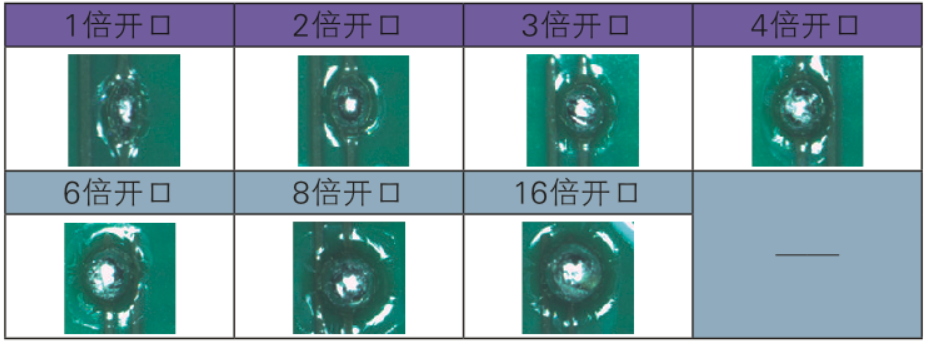
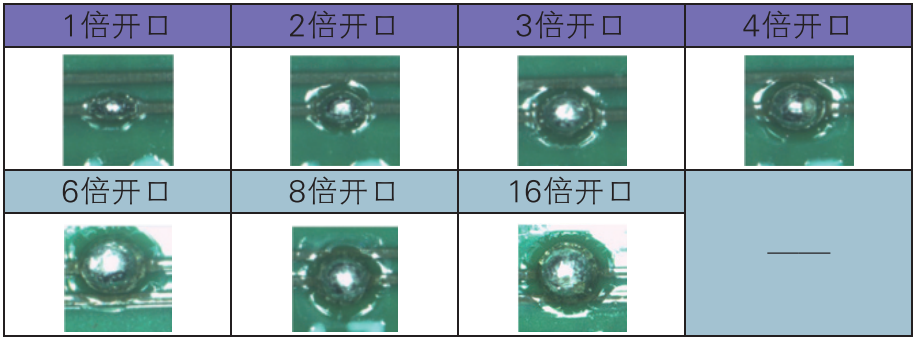
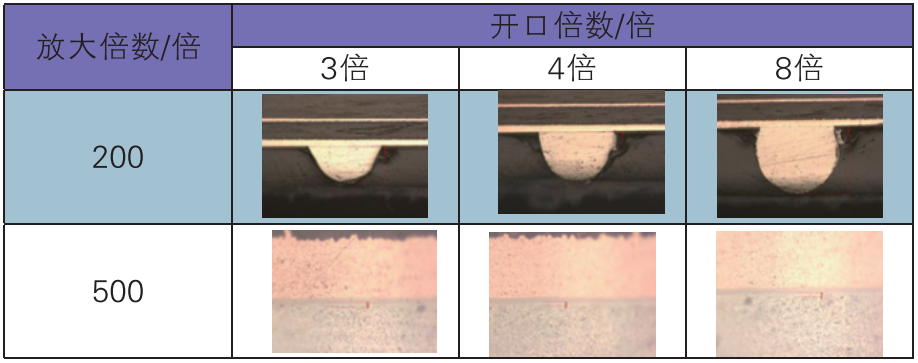
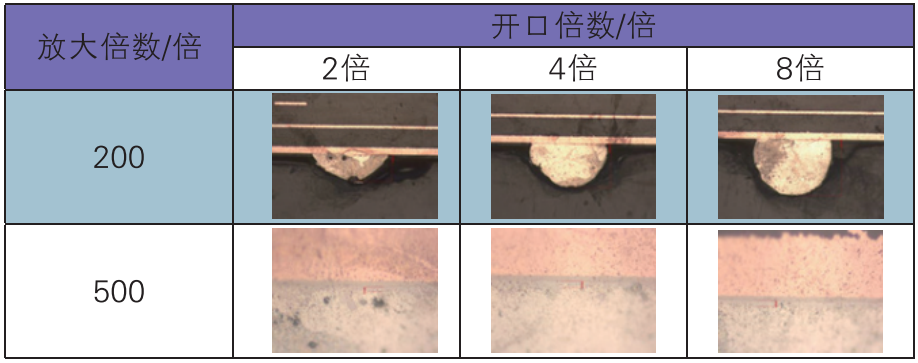
表面贴装技术中的钢网设计是决定焊膏沉积量的关键因素,而再流焊后形成的焊点形貌与钢网的开口设计有着千丝万缕的联系。从SMT锡膏印刷工艺的理论基础出发,结合实际PCB(印制线路板)上锡膏印刷量,针对在不同线宽的高速信号线衍生形成的焊盘上印刷不同体积的锡膏量,论证再流焊后形成的焊点形貌。 图3 各开口方式印锡体积比 图4 各开口方式印锡高度 图5 数据离散特性 表8 0.13mm线宽下部分切片试验结果 表9 0.23mm线宽下部分切片试验结果 
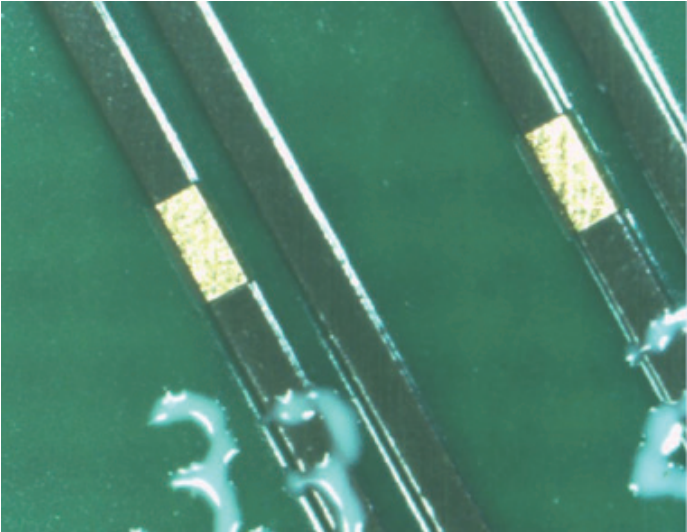
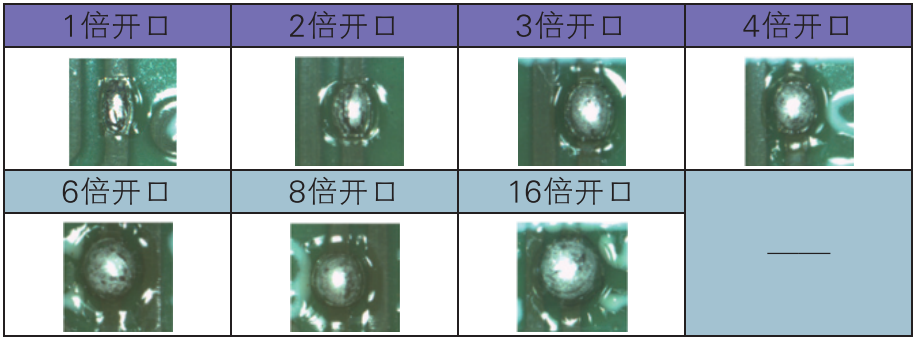
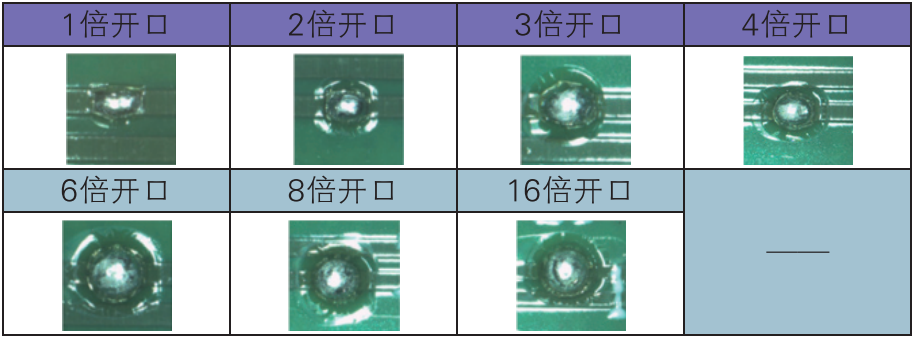
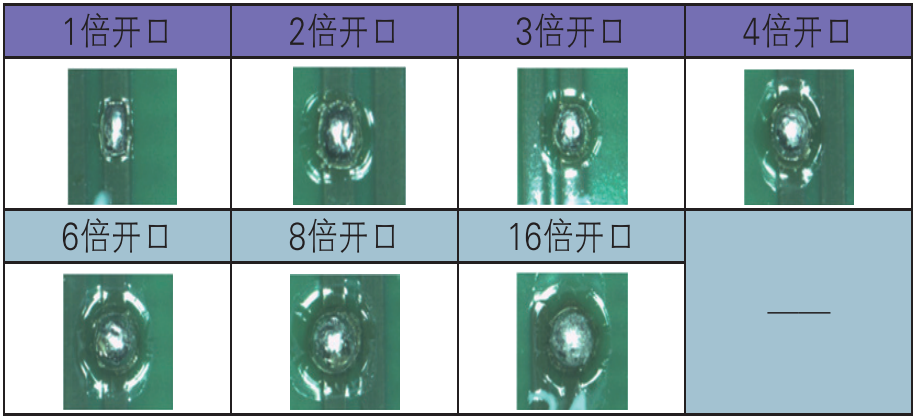
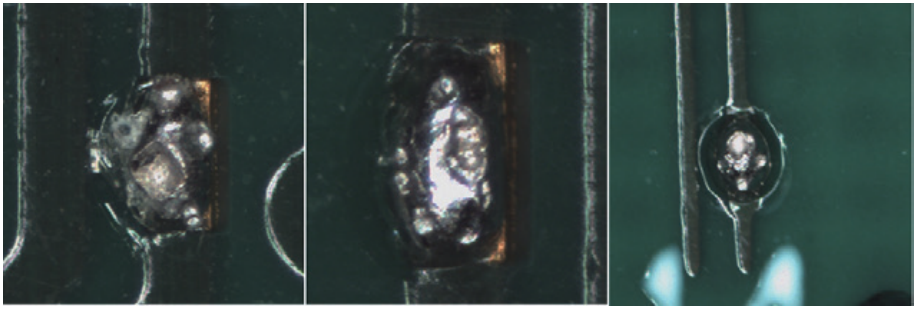
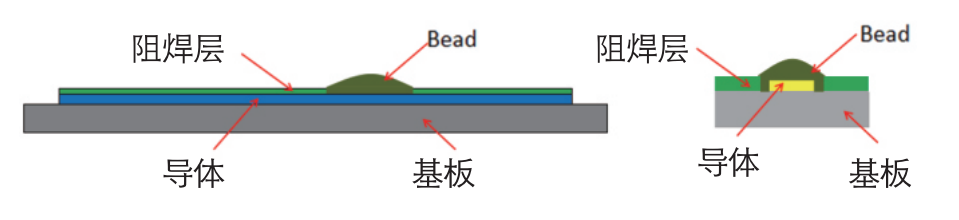 图1 Probe bead常规形貌
图1 Probe bead常规形貌