简析BGA封装技术与质量控制
SMT(Surface Mount Technology)表面安装技术顺应了电子产品小型化、轻型化的潮流趋势,为实现电子产品的轻、薄、短、小打下了基础。
SMT技术进入90年代以来,走向了成熟的阶段,但随着电子产品向便携式/小型化、网络化和多媒体化方向的迅速发展,对电子组装技术提出了更高的要求,新的高密度组装技术不断涌现,其中BGA(Ball Grid Array球栅阵列封装)就是一项已经进入实用化阶段的高密度组装技术。本文将就BGA器件的组装特点以及焊点的质量控制作一介绍。
一、BGA 技术简介
BGA技术的研究始于60年代,最早被美国IBM公司采用,但一直到90年代初,BGA 才真正进入实用化的阶段。
在80年代,人们对电子电路小型化和I/O引线数提出了更高的要求。为了适应这一要求,QFP的引脚间距目前已从1.27mm发展到了0.3mm。由于引脚间距不断缩小,I/O数不断增加,封装体积也不断加大,给电路组装生产带来了许多困难,导致成品率下降和组装成本的提高。另方面由于受器件引脚框架加工精度等制造技术的限制,0.3mm已是QFP引脚间距的极限,这都限制了组装密度的提高。于是一种先进的芯片封装BGA(Ball Grid Array)应运而生,BGA是球栅阵列的英文缩写,它的I/O端子以圆形或柱状焊点按阵列形式分布在封装下面,引线间距大,引线长度短,这样BGA消除了精细间距器件中由于引线而引起的共面度和翘曲的问题。BGA技术的优点是可增加I/O数和间距,消除QFP技术的高I/0数带来的生产成本和可靠性问题。
JEDEC(电子器件工程联合会)(JC-11)的工业部门制定了BGA封装的物理标准,BGA与QFP相比的最大优点是I/O引线间距大,已注册的引线间距有1.0、1.27和1.5mm,而且目前正在推荐由1.27mm和1.5mm间距的BGA取代0.4mm-0.5mm的精细间距器件。
BGA器件的结构可按焊点形状分为两类:球形焊点和柱状焊点。球形焊点包括陶瓷球栅阵列 CBGA(Ceramic Ball Grid Array)、载带自动键合球栅阵列 TBGA(Tape Automatec Ball Grid Array)塑料球栅阵列PBGA(Plastic Ball Array)。 CBGA、TBGA和PBGA是按封装方式的不同而划分的。柱形焊点称为CCGA(Ceramic Column Grid Array)。
BGA技术的出现是IC器件从四边引线封装到阵列焊点封装的一大进步,它实现了器件更小、引线更多,以及优良的电性能,另外还有一些超过常规组装技术的性能优势。这些性能优势包括高密度的I/O接口、良好的热耗散性能,以及能够使小型元器件具有较高的时钟频率。
由于BGA器件相对而言其间距较大,它在再流焊接过程中具有自动排列定位的能力,所以它比相类似的其它元器件,例如QFP,操作便捷,在组装时具有高可靠性。据国外一些印刷电路板制造技术资料反映, BGA器件在使用常规的SMT工艺规程和设备进行组装生产时,能够始终如一地实现缺陷率小于20PPM(Parts Per Million,百万分率缺陷数),而与之相对应的器件,例如QFP,在组装过程中所形成的产品缺陷率至少要超过其10倍。
综上所述,BGA器件的性能和组装优于常规的元器件,但是许多生产厂家仍然不愿意投资开发大批量生产BGA器件的能力。究其原因主要是BGA器件焊接点的测试相当困难,不容易保证其质量和可靠性。
二、BGA器件焊接点检测中存在的问题
目前,对以中等规模到大规模采用BGA器件进行电子组装的厂商,主要是采用电子测试的方式来筛选BGA器件的焊接缺陷。在BGA器件装配期间控制装配工艺过程质量和鉴别缺陷的其它办法,包括在焊剂漏印(paste Screening)上取样测试和使用X射线进行装配后的最终检验,以及对电子测试的结果进行分析。
满足对BGA器件电子测试的评定要求是一项极具挑战性的技术,因为在BGA器件下面选定测试点是困难的。在检查和鉴别BGA器件的缺陷方面,电子测试通常是无能为力的,这在很大程度上增加了用于排除缺陷和返修时的费用支出。
据一家国际一流的计算机制造商反映,从印刷电路板装配线上剔除的所有BGA器件中的50%以上,采用电子测试方式对其进行测试是失败的,它们实际上并不存在缺陷,因而也就不应该被剔除掉。电子测试不能够确定是否是BGA器件引起了测试的失效,但是它们却因此而被剔除掉。对其相关界面的仔细研究能够减少测试点和提高测试的准确性,但是这要求增加管芯级电路以提供所需的测试电路。
在检测BGA器件缺陷过程中,电子测试仅能确认在BGA连接时,判断导电电流是通还是断﹖如果辅助于非物理焊接点测试,将有助于组装工艺过程的改善和SPC(Statistical Process Control统计工艺控制 。
BGA器件的组装是一种基本的物理连接工艺过程。为了能够确定和控制这样一种工艺过程的质量,要求了解和测试影响其长期工作可靠性的物理因素,例如:焊料量、导线与焊盘的定位情况,以及润湿性,不能单单基于电子测试所产生的结果就进行修改。
三、BGA检测方法的探讨
目前市场上出现的BGA封装类型主要有:PBGA(塑料BGA)、CBGA(陶瓷BGA)及TBGA(载带BGA)。封装工艺中所要求的主要性能有:封装组件的可靠性;与PCB的热匹配性能;焊球的共面性;对热、湿气的敏感性;是否能通过封装体边缘对准,以及加工的经济性能。需指出的是,BGA基板上的焊球不论是通过高温焊球(90Pb/10Sn)转换,还是采用球射工艺形成,焊球都有可能掉下丢失,或者成型过大、过小,或者发生焊球连、缺损等情况。因此,需要对BGA焊接后质量情况的一些指标进行检测控制。
目前常用的BGA检测技术有电测试、边界扫描及X射线检测。
·电测试 传统的电测试,是查找开路与短路缺陷的主要方法。其唯一的目的是在板的预制点进行实际的电连接,这样便可以撮合一个使信号流入测试板、数据流入ATE的接口。如果印制电路板有足够的空间设定测试点,系统就能快速、有效地查找到开路、短路及故障元件。系统也可检查元件的功能。测试仪器一般由微机控制,检测不同PCB时,需要相应的针床和软件。对于不同的测试功能,该仪器可提供相应工作单元来进行检测。例如,测试二极管、三极管时用直流电平单元,测试电容、电感时用交流单元,而测试低数值电容及电感、高阻值电阻时用高频信号单元。
·边界扫描检测 边界扫描技术解决了一些与复杂元件及封装密度有关的搜寻问题。采用边界扫描技术,每一个IC元件设计有一系列寄存器,将功能线路与检测线路分离开,并记录通过元件的检测数据。测试通路检查IC元件上每一个焊接点的开路、短路情况。基于边界扫描设计的检测端口,通过边缘连接器给每一个焊点提供一条通路,从而免除全节点查找的需要。尽管边界扫描提供了比电测试更广的不可见焊点检测专门设计印制电路板与IC元件。电测试与边界扫描检测都主要用以测试电性能,却不能较好检测焊接的质量。为提高并保证生产过程的质量,必须找寻其它方法来检测焊接质量,尤其是不可见焊点的质量。
·X射线测试 有效检测不可见焊点质量的方法是X射线检测,该检测方法基于X射线不能象透过铜、硅等材料一样透过焊料的思想。换言之,X射线透视图可显示焊接厚度、形状及质量的密度分布。厚度与形状不仅是反映长期结构质量的指标,在测定开路、短路缺陷及焊接不足方面,也是很好的指标。此技术有助于收集量化的过程参数,这些补充数据有助于降低新产品开发费用,缩短投放市场的时间。
①X射线图象检测原理 X射线由一个微焦点X射线管产生,穿过管壳内的一个铍管,并投射到实验样品上。样品对X射线的吸收率或透射率取决于样品所包含材料的成分与比率。穿过样品的X射线的吸收率或X射线敏感板上的磷涂层,并激出发光子,这些光子随后被摄像机探测到,然后对该信号进行处理放大,有计算机进一步分析或观察。不同的样品材料对X射线具有不同的不透明系数,处理后的灰度图像显示了被检查的物体密度或材料厚度的差异。
②人工X射线检测 使用人工X射线检测设备,需要逐个检查焊点并确定其是否合格。该设备配有手动或电动辅助装置使组件倾斜,以便更好地进行检测和摄像。但通常的目视检测要求培训操作人员,并且易于出错。此外,人工设备并不适合对全部焊点进行检测,而只适合作工艺鉴定和工艺故障分析。
③自动检测系统 全自动系统能对全部焊点进行检测。虽然已定义了人工检测标准,但全自动系统的检测正确度比人工X射线检测方法高得多。自动检测系统通常用于产量高且品种少的生产设备上。具有高价值或要求可靠性的产品与需要进行自动检测。检测结果与需要返修的电路板一起送给返修人员。这些结果还能提供相关的统计资料,用于改进生产工艺。
自动X射线分层系统使用了三维剖面技术。该系统能检测单面或双面表面贴装电路板,而没有传统的X射线系统的局限性。系统通过软件定义了所要检查焊点的面积和高度,把焊点剖成不同的截面,从而为全部检测建立完整的剖面图。
目前已有两种检测焊接质量的自动测试系统上市:传输X射线测试系统与断面X射线自动测试系统。传输X射线测试系统源于X射线束沿通路复合吸收的特性。对SMT的某些焊接,如单面PCB上的J型引线与微间距QFP,传输X射线系统是测定焊接质量最好的办法,但它却不能区分垂直重叠的特征。因此,在传输X射线透视图中,BGA元件的焊缝被其引线的焊球遮蔽。对于RF屏蔽之下的双面密集型PCB及元器件的不可见焊接,也存在这类问题。
断面X射线自动测试系统克服了传输X射线测试系统的众多问题。它设计了一个聚焦断面,并通过上下平面散焦的方法,将PC的水平区域分开。该系统的成功在于只需较短的测试开发时间,就能准确检查焊接点。但断面X射线测试系统提供了一种非破坏性的测试方法,可检测所有类型的焊接质量,并获得有价值的调整装配工艺的信息。
④选择合适的X射线检测系统
选择适合实际生产中应用的、有较高性能价格比的X射线检测系统以满足控制需求是一项十分重要的工作。最近较新出现的超高分辨率X射线系统在检测分析缺陷方面已达微米水平,为生产线上发现较隐蔽的质量问题(包括焊接缺陷)提供了较全面的、比较省时的解决方案。在决定购买检测X射线系统之前,一定要了解系统在实际生产中的应用方面及所要达到的功能,以便于确定系统所需的最小分辨率,与此同时也就决定了所要购置的系统的大致价格。当然,设备的放置、人员的配置等因素也要在选购时通盘考虑。
四、BGA的返修
由于BGA封装形式与传统的表面元件不同,其引脚分布在元件体底部,所以BGA的维修方式也不同于传统的表面元件。
BGA返修工艺主要包括以下几步:
1. 电路板,芯片预热
2. 拆除芯片
3. 清洁焊盘
4. 涂焊锡膏,助焊剂
5. 贴片
6. 热风回流焊
1)电路板,芯片预热的主要目的是将潮气去除,如果电路板和芯片的潮气很小(如芯片刚拆封,这一步可以免除)。
2)拆除的芯片如果不打算重新使用,而且电路板可承受高温,拆除芯片可采用较高的温度(较短的加热周期)。
3)清洁焊盘主要是将拆除芯片后留在PCB表面的助焊剂,焊锡膏清理掉,必须使用符合要求的清洁剂。为了保证BGA的焊接可靠性,一般不能使用焊盘上旧的残留焊锡膏,必须将旧的焊锡膏清除掉,除非芯片上重新形成BGA焊锡球。由于BGA芯片体积小,特别是CSP芯片体积更小,清洁焊盘比较困难,所以在返修CSP芯片时,如果CSP的周围空间很小,就需使用非清洗焊剂。
4)在PCB上涂焊锡膏对于BGA的返修结果有重要影响。为了准确均匀方便地涂焊锡膏,美国OK集团提供MS-1微型焊锡膏印板系统。通过选用与芯片相符的模板,可以很方便地将焊锡膏涂在电路板上。选择模板时,应注意BGA芯片会比CBGA芯片的模板厚度薄,因为它们所需要的焊锡膏量不同。用OK集团的BGA3000设备或MP-2000微型光学对中系统可以方便地检验焊锡膏是否涂的均匀。处理CSP芯片,有3种焊锡膏可以选择,RMA焊锡膏,非清洗焊锡膏,水剂焊锡膏。使用RMA焊锡膏,回流时间可略长些,使用非清洗焊锡膏,回流温度应选的低些。
5)贴片的主要目的是使BGA芯片上的每一个焊锡球与PCB上每一个对应的焊点对正。由于BGA芯片的焊点位于肉眼不能观测到的部位,所以必须使用专门的设备来对中。OK集团制造的BGA3000和MP-2000设备可以精确地完成这些任务。
6)热风回流焊是整个返修工艺的关键。其中,有几个问题比较重要:
芯片返修回流焊的曲线应当与芯片的原始焊接曲线接近,使用OK集团的BGA3000可以保证作到这点。它的热风回流焊曲线可分成四个区间:预热区,加热区,回流区,冷却区,四个区间的温度、时间参数可以分别设定,通过与计算机连接,可以将这些程序存储和随时调用。
在回流焊过程中要正确选择个区的加热温度和时间,同时应注意升温的速度,一般,在100℃以前,最大的升温速度不超过6℃/秒,100℃以后最大的升温速度不超过3℃/秒,在冷却区,最大的冷却速度不超过6℃/秒。因为过高的升温和降温速度有可能损坏PCB和芯片,这种损坏有时是肉眼不能观察到的。OK集团的BGA返修设备可以利用计算机方便地对此进行选择。不同的芯片,不同的焊锡膏,应选择不同的加热温度和时间。如CBGA芯片的回流温度应高于PBGA的回流温度,90Pb/10Sn应较73Pb/Sn焊锡膏选用更高的回流温度。
热风回流焊中,PCB板的底部必须能够加热。这种加热的目的有两个:避免由于PCB板的单面受热而产生翘曲和变形,使焊锡膏溶化的时间缩短。对大尺寸板返修BGA,这种底部加热尤其重要。OK集团的BGA返修设备的底部加热有两种:一种是热风加热,一种是红外加热。热风加热的优点是加热均匀,一般返修工艺建议采用这种加热。红外加热的优点是温度升高快,但缺点是PCB受热不均匀。
要选择好的热风回流喷嘴。热风回流喷嘴属于非接触式加热,加热时依靠高温空气流使BGA芯片上的各焊点的焊锡同时溶化。美国OK集团首先发明这种喷嘴,它将BGA元件密封,保证在整个回流过程中有稳定的温度环境,同时可保护相邻元件不被对流热空气加热损坏。
德国第五代真空汽相回流焊

德国第五代真空汽相回流焊可以在让焊接仓形成一个负压焊接环境,在负压的焊接环境下,焊料的表面张力大为减少,焊料润湿能力可以提升到一个新的水平。
不同类型回流焊接的润湿效果
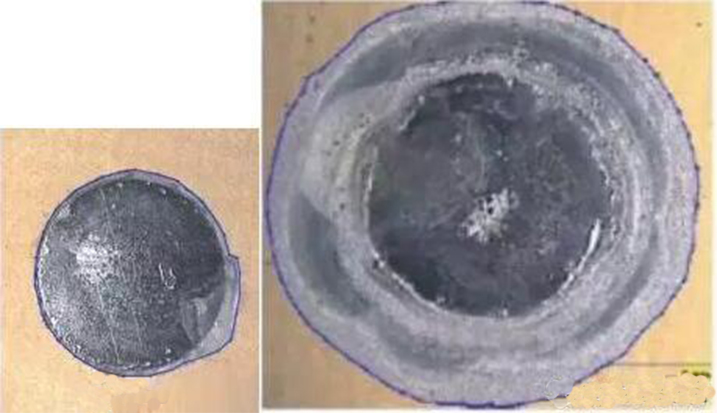
通过将焊接环境变为负压的焊接环境(所有温区都成为大气压力可以精确控制的过程),我们发现可以完美的解决大部分焊料润湿不良的现象,提高焊点的可靠性。
1、助焊剂污染比较大,清洗后的残留危害大。助焊剂残留中的氯离子和钠离子遇到湿蒸汽会形成盐,腐蚀焊点。造成开路和虚焊的问题。有清洗死角的位置最容易出现问题。
2、目前的回流焊设备焊接过程不可控制。军工产品的特点是种类多,数量少。有些贵重产品没有多余的样品去反复做回流曲线的测试。一旦出现温度曲线参数设置错误或者疏忽,板子在炉子内部的焊接过程是完全无法控制的,会直接导致产品的报废和失效。需要一种新型的回流焊设备,不仅能观察整个焊接的过程(通过可视化的系统和各种传感器),还要能实时干预控制焊接中的各种参数。有了这样的功能,即便是出现人为设置失误,也能在焊接过程中及时发现并及时纠正。保证重点型号的重点产品顺利安全的焊接。
3、目前回流焊设备都有可能发生卡板和烧板的问题,因为炉膛内有高温热风和传动系统以及众多感应器,一旦传动系统和感应器出现小问题,就有可能出现烧板的问题,给单位带来不少的损失。新的回流焊内部没有任何传动系统,产品的焊接都是静止的。不会有卡板和掉板的问题。即便发现人为操作失误导致的焊接温度或者超过要求,也可以使用一键防烧板功能(快速抽真空),保障产品的安全。
正确的回流工艺做法:
回流焊接技术,事实上并不如许多人所认为的那么简单。尤其是当您要求达到零缺陷和焊接可靠性(寿命)保证的情况下。我也只能暂时在做法上和大家分享经验。
要确保有良好的回流焊接工艺,应该有以下的做法:
1.了解您PCBA上的质量和焊接要求,例如最高温度要求和最需要在寿命上得到照顾的焊点和器件;
2.了解PCBA上的焊接难点,例如锡膏印刷大于焊盘的部分,间距特小的部分等等;
3.找出PCBA上最热和最冷的点,并在点上焊接测温热耦;
4.决定其他必需接热耦测温的地方,例如BGA封装和底部焊点,热敏感器件本体等等(尽量利用所有测温通道来获得最多信息);
5.设置初始参数,并和工艺规范比较(注九)以及调整;
6.对焊接后的PCBA在显微镜下进行仔细观察,观察焊点形状和表面状况、润湿程度、锡流方向、残留物和PCBA上的焊球等等。尤其是对以上第2点记录下的焊接难点处更要注意。一般而言,经过以上的调整后不会出现什么焊接故障。但如果有故障出现,针对故障模式分析,再针对其机理配合上下温区控制进行调整。如果没有故障,从所得曲线和板上焊点情况决定是否要进行微调优化。目的是要使设置的工艺最稳定以及风险最小。调整时一并考虑炉子负荷问题以及生产线速度问题,以便在质量和产量上得到较好的平衡。
以上的工艺曲线的设置调整,必须用实际产品进行才会有把握。使用实际产品的测试板,成本可能是个问题。有些用户所组装的板价格十分昂贵,这造成用户不愿意经常测试温度的原因。用户应该对调试成本和一旦出现问题的成本进行评估。此外,测试板的成本还可以通过使用假件、废板和选择性贴片等做法来进一步节省资源。
焊接工艺管制:
上面我们谈的6个步骤是工艺的设置和调制。当我们对其效果满意后,便可以进入批量生产。由此刻起,工艺管制就十分重要了(注十)。一旦焊接参数(温度、时间、风量、风速、负载因子、排风等)决定了之后,确保这些参数有一定的稳定性是工艺监控的目标。
目前较不理想的,是许多用户对于以上的工艺参数并未进行任何监控。做得稍微好的可能在固定时间段对温度曲线进行认证。做法是使用测试板和测温仪器过炉测量后和原先纪录进行比较。即使如此,这做法上仍然有些缺点。一是测量的频率和时间缺乏科学性的制定,以感性作决策为多。其二是抽样的可靠性偏低。这种做法如果要确保较高的效益,必须配合并建立在对设备有深入的研究和性能认证工作的基础上。
对于从事高质量要求的行业,例如汽车电子、军用品、医疗设备、超级电脑、电力保护等等,以上的抽样式管制是不够的。目前市场上有一种实时监测系统,可以不间断的对炉子内的气流和温度情况进行监测。达到100%的工艺控制目的。唯一不足的,是目前该设计还未能和炉子的温控系统进行闭环整合,所以还是属于一种‘监测系统’而非‘控制系统’。不过这系统已经在工艺管制的领域中带给用户好处。据了解,目前这类技术在欧美使用很多,日本和韩国企业这两年也开始采用,台资企业由于受美国的影响也在近年较多的使用。而唯独中国企业使用得很少。这和采购观念(注十一)以及对技术应用和管理的认识有关。但我觉得只是个认识和学习的过程现象。相信将来中国的企业也会大量使用这门工艺管制技术。我曾对这系统和一些SMT用户交流过,不少用户其实并不了解这技术,常误以为它重复了炉子内部的温度控制功能。事实上炉子内部控制系统一般只监控‘温度’而不监控‘气流’,炉子的回温反应也有一定的延误,绝对不是预防性的。这也就是说,以目前的炉子控制技术来说,炉子本身并不能够保证不会出错。而这实时监测系统,虽然目前也不能预防质量问题的出现,但却有能力告诉用户炉子所不能够提供的故障信息。除了这点,该系统还具备‘风险预测’功能和QA功能。是个值得考虑的工具。
设备要求:
好的回流炉子是确保良好工艺的重要部分。尤其是从事加工服务类的企业(CM或EMS行业),因为缺乏对设计方面的控制力,工艺补偿和调整能力便成为成功的关键了。这除了需要掌握类似本文中的工艺知识外,对设备性能的依赖也就越重。怎么样才算是好的回流焊接设备?我们可以从以下特性进行评估。
1.加热效率
2.热量稳定性(包括温度和风速、风量)
3.热容量
4.回温速度
5.气流渗透能力
6.气流覆盖面和均匀性
7.风速和风量的可调性和可控性
8.温区间隔绝程度
9.温区的数目
10. 加热区的长度
11. 冷却的可调控性
12. 对排风的要求
从以上的特性中我们不难看到,超出一半的特性是不存在设备的技术指标书中的。而这就是为什么选择一台焊接炉子,是绝对不可能从纸面上的讨论和评估得到保障的。唯一的方法就是对实物进行测试(注十二)。
技术整合:
最后我想再强调一个理念。任何工艺,如果要做得最好,就必须考虑到技术整合。这整合包括了设计(DFM)、设备、工艺、材料。,也包括了技术(如何焊接等等)和做法(质量管制方法等等)及管理(如何建立有效的流程和知识队伍等等)上的整合。和锡膏印刷或贴片等工艺一样,回流焊接也是个系统,一个不如我们许多人想象中那么简单的系统。
我在本文较早时候提到工艺故障和回流温度曲线各工序间的关系。读者该紧记的一点,是这些故障并非都由焊接工艺所引起。SMT故障都是综合性的。,以下我举个例子说明。
在处理J型引脚(例如PLCC和SOJ封装)的组装工艺时,如果出现少锡虚焊故障,并不意味就是个焊接问题。首先我们必须了解J型引脚的特点。J型引脚的结构是上方呈直立,到下方往器件的内部弯(接近半圆,底部和焊盘接触部分稍平)。这种结构在焊接时有几个特点:
1.不容易浮游;
2.直立部分容易吸锡(往上爬升);
3.底部往内弯所形成的夹角有助于焊点的形成(留锡);
4.质量的重点在于器件内部(封装本体下)的填充(fillet)。
了解以上特点后,我们就可以知道如何处理整个焊接工艺了。首先在设计(DFM )上我们必须注意:
1.锡膏量不能够太多,适量的锡膏会在熔化时被引脚的夹角‘留’住。太多的锡膏容易助长引脚直立面往上‘拉’锡,而造成少锡问题。
2.由于不容易浮游,即使在器件轻的情况下,引脚材料的选择可以采用60Sn40以外润湿性较差的材料。这有助于防止吸锡现象和增加贴片的光学识别质量和稳定性。
3.焊盘内侧可以稍长,两侧稍窄,外侧稍短。这保证焊点的质量,同时防止吸锡问题。
4.所有焊盘引脚必须加入‘热阻’设计,避免造成‘冷’焊盘;
5.器件周边避免有高的器件以及距离太近;
6.锡膏印刷钢网开口偏内;
7.Ni/Au焊盘镀层为优选。如果因成本采用HASL保护层,裸板交货期短,保持‘新鲜’。(如果钢网稍厚,上述6项中的钢网开口形状最好做微调整)
在工艺上,我们要求:
1.有较高恒温温度容忍性的锡膏;
2.恒温温度设置尽量接近最高点;
3.峰值温度设置尽量接近最低点;
4.采用上冷下热的设置;
5.考虑较缓慢的冷却(补偿3带来的影响)。
为了能够支持以上的工艺要求,在设备(回流炉)上我们要求:
1.良好的加热效率;
2.良好的气流渗透(气旋)能力;
3.风量/风速可调控
以上的设计、材料、工艺和设备综合考虑,就是‘技术整合’。读者可以看到各方面都有本身的功能和责任,只有这样处理,我们才能有把握做到‘零缺陷’。
注一:SMT工艺并不只是锡膏印刷-贴片-焊接这么简单的数步。我们必须把它更进一步的细分。例如锡膏印刷工艺实际上是包括了定位、填充、刮平、脱模四个基本步骤。而实际上,当我们研究工艺和设备参数关系时,这四个步骤的分法还嫌粗略。所以,要很好的掌握SMT技术,就必须意识到它具有‘大量工序’特性。
注二:IMC一般较为脆弱,所以必须控制其厚度以免造成过度的寿命损害。焊点在液态的情况下IMC的形成十分迅速。我们因此必须限制加热的量(即温度和时间)。
注三:锡膏印刷工艺中的‘起跑距离’、‘刮刀上升’、‘锡膏搅拌’、‘锡膏添加量’、‘锡膏回收管理’和‘锡膏使用时间’上出现问题时,可能给锡膏混入潮气和空气,造成焊接时的溅锡锡球问题。
注四:一个5温区的炉子,三级别DOE做法需要超过一百块PCBA的测试。时间长,材料多而效果又不可能优化。正常的工艺调制只需要一块板,6至8次过炉变可以达到优化程度。
注五:‘傻瓜机’一词首出现于摄影机市场。是产品设计人员为了照顾到认识不深、能力不强的用户而做出的设计理念。牺牲性能或质量以换取可操作性。在SMT技术领域中,由于技术偏于复杂,往往也出现‘傻瓜机’做法。供应商经常将一套条件不同,未经过科学认证的‘经验值’提供给用户。有时反给用户造成使用上的问题。
注六:上温区对PCBA上焊点的加热主要以对流为主,下温区则必须依赖对流+传导(基板)。对于双面回流而言,次面的焊接对传导依赖程度又少于底面无器件的首面回流或单面回流工艺。
注七:‘焊接性’不同于‘可焊性’。‘焊接性’评估包括焊点形成能力(工艺种类适应性)、热传导特性、焊接时的浮游情况、熔锡的流动情况、材料润湿性、材料溶解性等等多方面的内容。
注八:SMT设备大多不容易通过纸面的指标判断实际能力。尤其是流炉子。许多重要的特性参数,例如加热效率、对流能力、负荷能力、回温能力等等,都缺乏技术指标和量化方法。只有通过实际测试比较才能确保有效益的采购。
注九:良好管理的企业必须要有本身认证过的工艺标准和初始参数值。初始参数确保一致的调整起点和加快调整的时间(许多时候初始参数已经是最终参数设置了)。工艺规范是提供合格和不合格的依据。准确的规范能够防止绝大多数的问题的产生,并提供良好的稳定性。
注十:工艺管理流程中,完整的管理必须包括:工艺开发、工艺设计、工艺试制、工艺设置、工艺调制、工艺管制。不同的工作有不同的技术和技能要求。
注十一:用户在‘价值’和‘价格’上仍然存在混淆。一个监控系统价格约炉子的25%,用户觉得难以接受。这是‘价格’观。一个不好而又未意识到的工艺,带给制造商的潜在成本又是多少呢?很多时候是焊接成本的数十倍以上!
注十二:测试炉子应该使用特别设计的PCBA。虽然有时候实际产品的测试可以看出差别,但由于产品本身的设计未必针对炉子的特性来制定高挑战度的条件,对于一些炉子特性可能不敏感。这造成测试结果不容易判断炉子间的差别。例如采用一块裸板和热耦并不能够测试出炉子的气流渗透能力。如果这么做,测试中的炉子能力几乎都相同或十分接近。